Что общего у этих деталей?
Как видим, среди двух существующих вариантов заводских распредвалов (без учета «тюнинговых» валов, которые не устанавливаются заводом), оба маркированы номером 406, так как реконструкции распредвала не было, и все осталось как есть. Поэтому можно с уверенностью сказать, что распредвал 406 – он же и распредвал 405 (устанавливаемый на мотор ЗМЗ 405). По крайней мере, это относится к валу 406.1006015-10 для инжекторных моторов.
Желание каждого водителя улучшить характеристики своего авто привело к тому, что появился опыт замены одного распредвала другим. Оказалось, что эти детали вполне взаимозаменяемы, конечно, в умелых руках.
Порядок сборки 406 двигателя своими руками
Важно! Прежде чем приступать к сборке двигателя, тщательно вымойте руки и рабочие инструменты. Внимательно осмотрите состояние гаек, болтов и шпилек на предмет срыва грани и резьбы либо других повреждений
Подозрительные крепежи обязательно замените новыми – много денег на это вы не потратите, зато последствия использования низкокачественных креплений могут быть далеко не самыми приятными. Затягивая крепления, не прилагайте слишком больших усилий – резьба срывается предельно просто, но восстанавливается крайне сложно. Для дополнительного уплотнения прокладок прекрасно подходит герметик, а также шеллачный лак. Предварительно обезжирьте растворителем либо ацетоном сопрягаемые плоскости под прокладки, после чего вытрите их насухо. Кому-то вышеописанные подготовительные мероприятия могут показаться слишком долгими и бесполезными, зато в результате уже собранный двигатель будет оставаться чистым, а о том, что такое подтекания, вы вообще забудете. Непосредственно процесс сборки состоит из нескольких технологических шагов. Выполните последовательно каждый из них, и итоговый результат по качеству не будет уступать работе квалифицированного мастера.
Правильный подбор и замена поршневых колец ЗМЗ
Сборка и установка
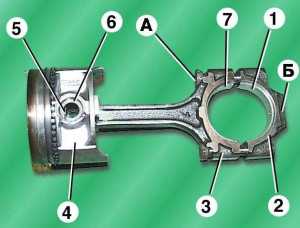
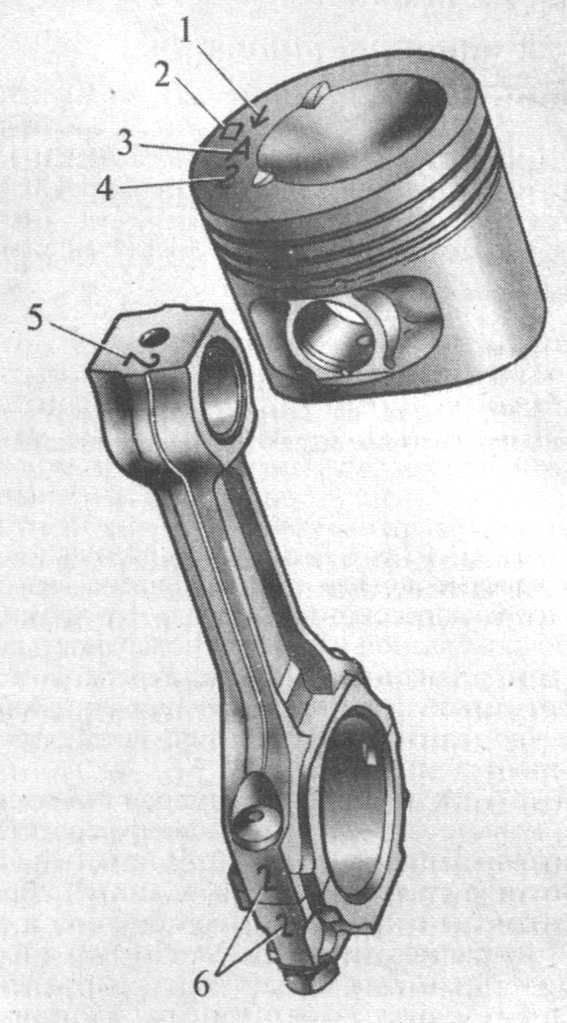
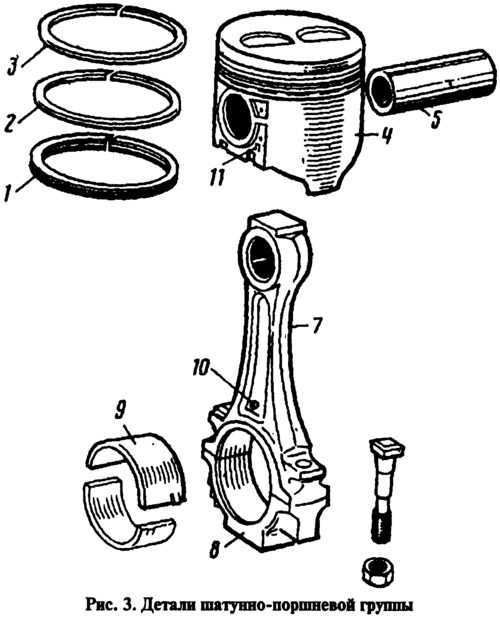
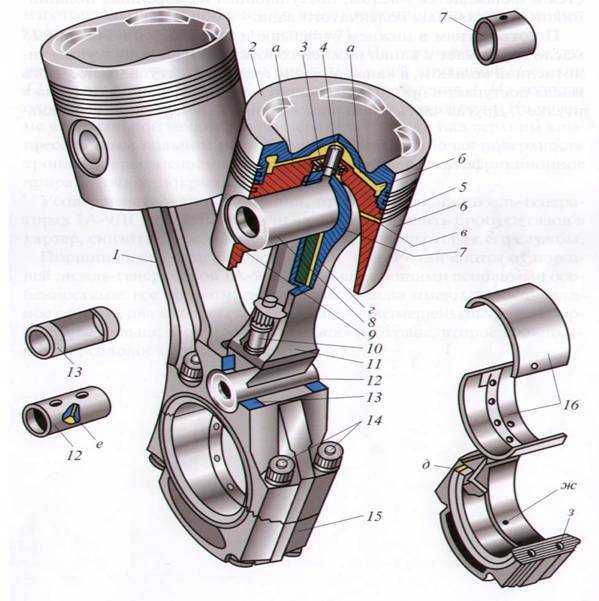
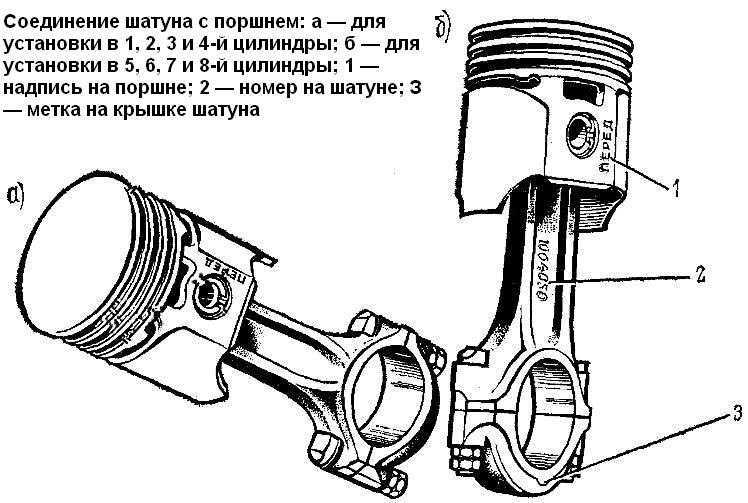
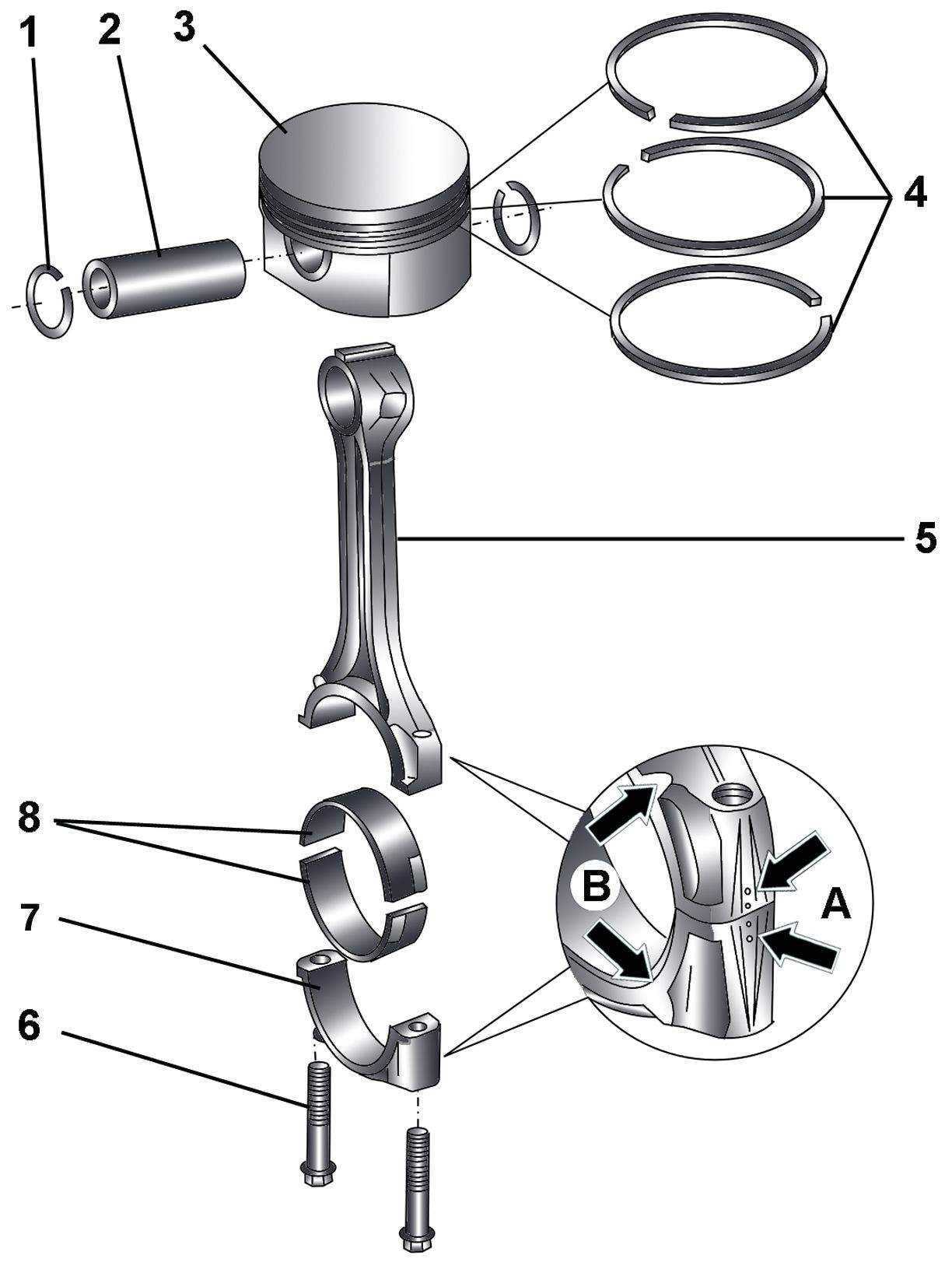
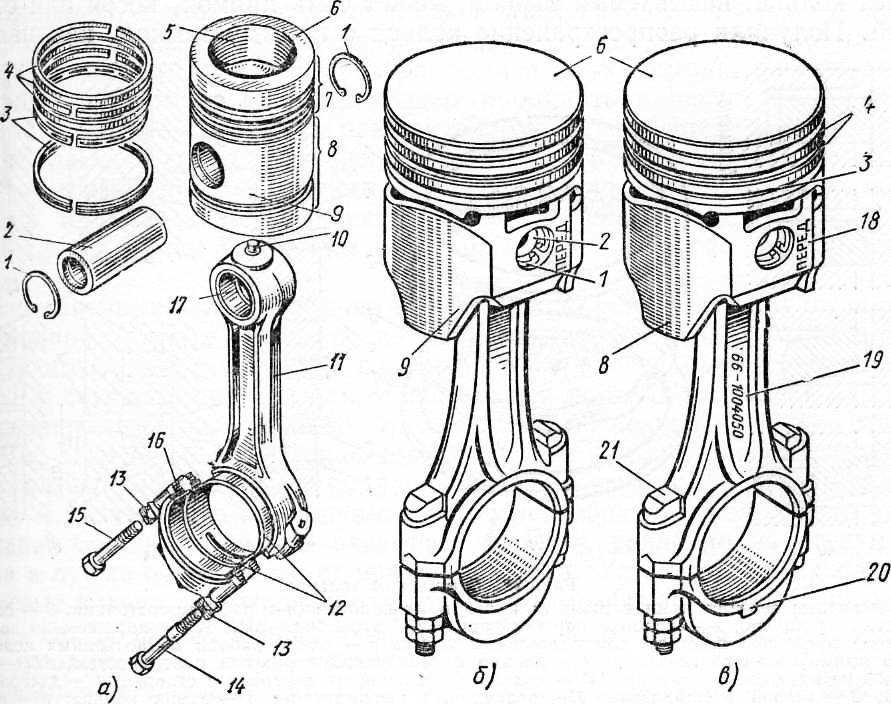
1. Собрать поршень 4 с шатуном 3. Перед этим нагреть поршень до температуры 60–80°С. Затем быстро вставить шатун в поршень так, чтобы надпись: «Перед» на поршне и выступ «А» на шатуне были с одной стороны, и запрессовать поршневой палец 6.
Установить стопорные кольца 5.
Надеть с помощью съемника поршневые кольца на поршень.
На верхнем компрессионном кольце имеется надпись: «Верх», кольцо должно устанавливаться на поршень этой надписью к донышку поршня.
На нижнем компрессионном кольце с внутренней стороны есть проточка, кольцо должно устанавливаться этой проточкой вверх к донышку поршня.
Вставить вкладыш 7 в нижнюю головку шатуна, при этом фиксирующий выступ на вкладыше должен войти в выемку в нижней головке поршня.
Вставить вкладыш 1 в крышку 2 шатуна, при этом фиксирующий выступ вкладыша должен войти в выемку в крышке.
Смазать цилиндр, поршень 4, шатунную шейку коленчатого вала и вкладыши 1 и 7 моторным маслом.
Повернуть поршневые кольца так, чтобы замки компрессионных колец расположились под углом 180° друг к другу, замки дисков маслосъемного кольца также под углом 180° друг к другу и под 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца под углом 45° к замку одного из дисков маслосъемного кольца.
Повернуть коленчатый вал так, чтобы шатунная шейка того цилиндра, в который устанавливается поршень, находилась в н.м.т.
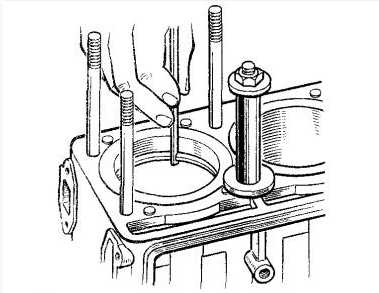
Вставить поршень с шатуном в цилиндр, при этом надпись: «Перед» на бобышке поршня должна быть обращена вперед двигателя (к приводу распределительных валов).
Чтобы не повредить зеркало цилиндра, рекомендуется на шатунные болты надеть втулки из мягкого материала (например, обрезки резиновых или пластмассовых шлангов).
С помощью специальной обжимки обжать поршневые кольца и легкими ударами рукояткой молотка протолкнуть поршень в цилиндр, при этом обжимка должна быть плотно прижата к блоку, иначе можно поломать поршневые кольца.
Продвинуть поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, снять с шатунных болтов обрезки шлангов.
Установить крышку 2 шатуна на шатунные болты, при этом уступ Б на крышке шатуна должен быть с той же стороны, что и выступ А на нижней головке шатуна, а номера цилиндра, выбитые на шатуне и крышке, располагались с одной стороны.
2. Завернуть гайки шатунных болтов и затянуть моментом 68–75 Н·м (6,8–7,5 кгс·м).
3. Таким же образом установить остальные поршни с шатунами.
4. Несколько раз провернуть коленчатый вал, он должен вращаться легко, без заеданий.
5. Установить масляный насос, масляный картер и головку блока цилиндров.
Рассмотрим подробно:

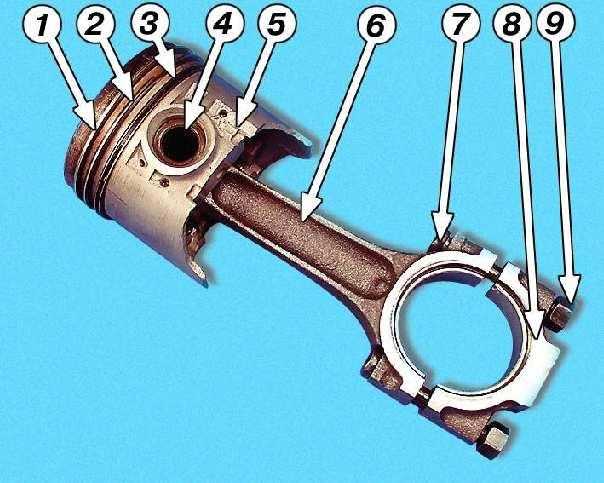
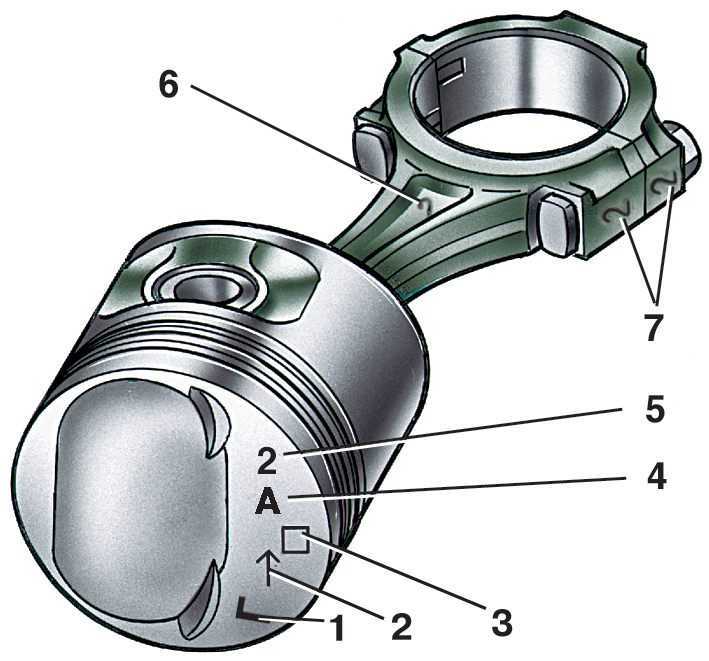
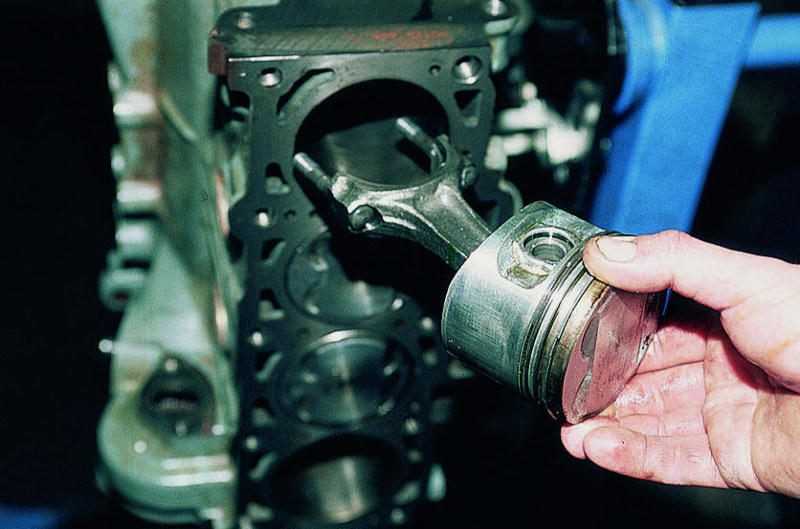
1. Обозначение «406» на поршне указывает, что поршень для двигателя ЗМЗ-406

2. При ремонте с расточкой цилиндров требуемые зазоры обеспечиваются в процессе расточки и хонингования под заранее приобретенные поршни ремонтного размера.
На днище поршня выбито два обозначения. По букве, нанесенной краской, на новом блоке поршень подбирается к цилиндру.

3. Диаметры отверстий в бобышках поршня, головке шатуна и наружные диаметры поршневого пальца делятся на четыре группы, помеченные краской: I— белой, II—зеленой, III—желтой, IV— красной.
Римская цифра указывает требуемую группу пальца.
На пальцах номер группы обозначен краской на внутренней поверхности или торцах. Он должен совпадать с группой, указанной на поршне.
4. На шатуне номер группы тоже обозначается краской. Он должен либо совпадать, либо быть соседней с пальцем группы.

5. Смазанный моторным маслом палец должен с небольшим усилием перемещаться в головке шатуна, но не выпадать из нее.
6. Нагреваем поршень до температуры 60 — 80°С. Вводим головку шатуна между бобышками поршня и запрессовываем смазанный поршневой палец.
Если нет приспособления, запрессовать палец можно медным или обычным молотком, через оправку из мягкого металла, удерживая поршень на весу.
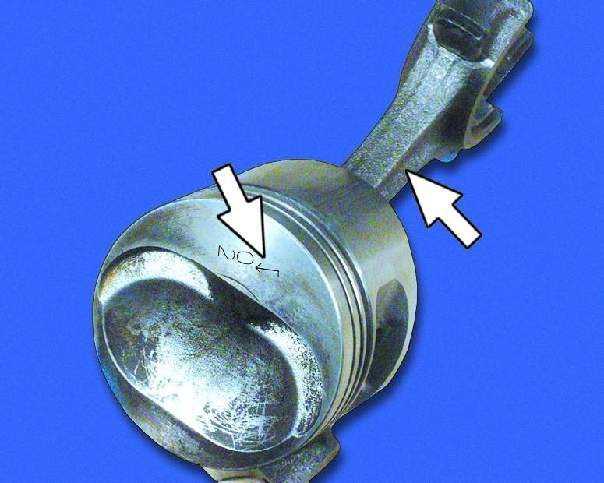
7. После сборки выступ на нижней головке шатуна должен находиться с той же стороны, что и надпись «ПЕРЕД» на поршне.
8. Фиксируем поршневой палец с обеих сторон стопорными кольцами
9. Надеваем кольца на поршень.
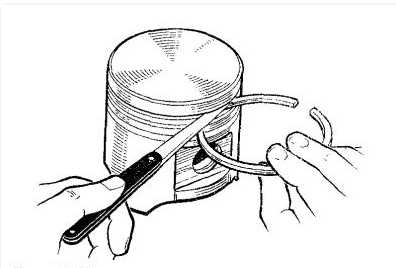
Проверяем поршневые кольца. Установленные в цилиндр на глубину 20 — 30 мм компрессионные кольца должны иметь зазор в замке — 0,3 — 0,6 мм, маслосъемное — 0,5 — 1 мм.
10. Раздвинув замок расширителя маслосъемного кольца, надеваем его на поршень в нижнюю канавку, и сводим замок.

11. Надеваем на расширитель маслосъемное кольцо. Угол между замками кольца и расширителя при неразъемном кольце – 45˚, разъемном – 90˚.
12. Надеваем нижнее компрессионное кольцо надписью «Верх» к днищу поршня
13. Последним надеваем верхнее компрессионное кольцо.
Кольца поворачиваем так, чтобы замки верхних компрессионных колец находились с противоположных сторон поршня.
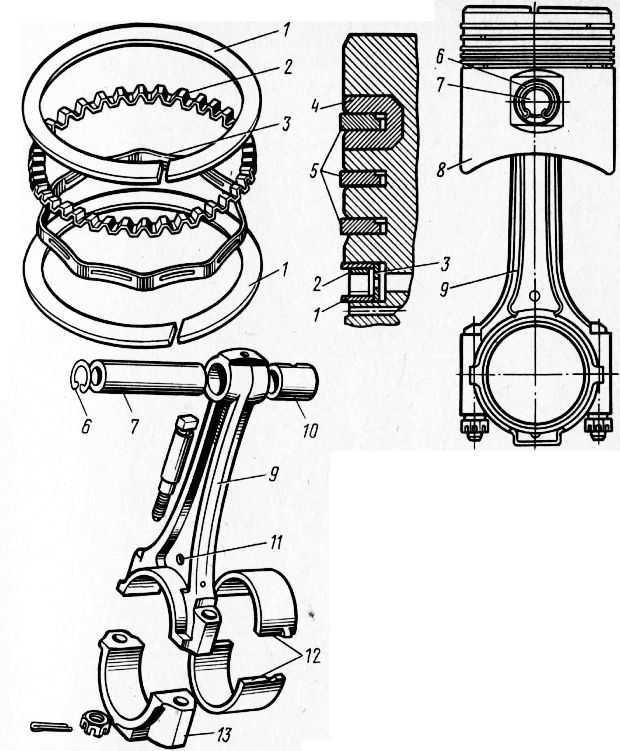
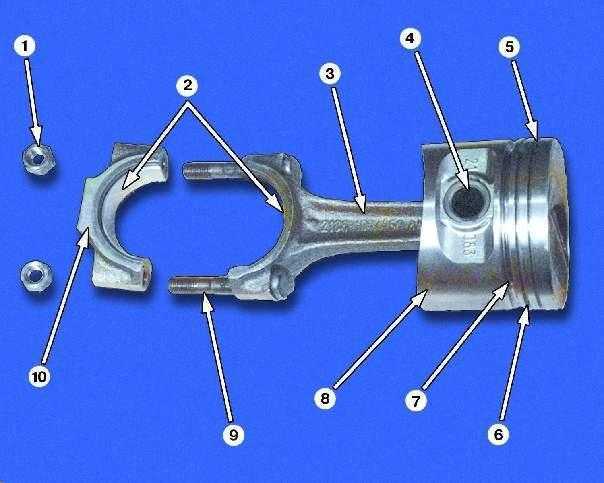
УМЗ-4215.10.Сборка шатунно-поршневой группы
Все детали шатунно-поршневой группы делятся на категории и подбираются индивидуально друг к другу.
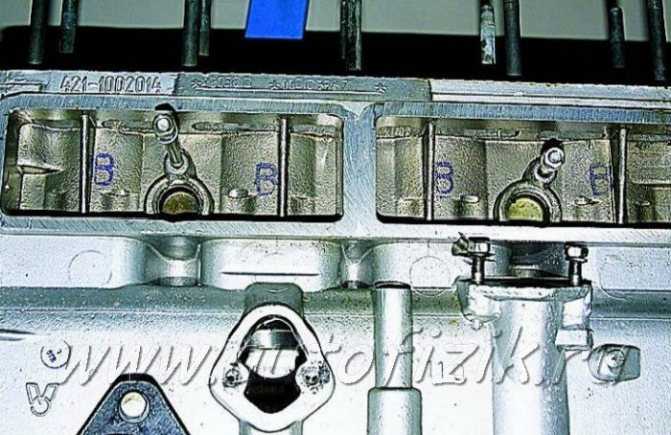
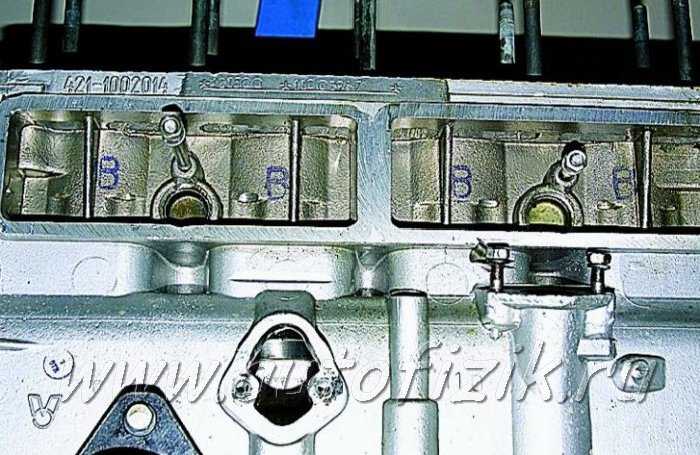
Буквы на блоке и поршне должны совпадать. Римская цифра «||» обозначает требуемую группу поршневого пальца.

Обозначение «421» на поршне указывает на то, что он предназначен для двигателя УМЗ-4215.

При ремонте с расточкой цилиндров требуемые зазоры обеспечиваются в процессе расточки и хонингования под заранее приобретенные поршни одинакового ремонтного размера. Диаметры отверстий в бобышках поршня, головке шатуна и наружные диаметры поршневого пальца делятся на четыре группы, помеченные краской: I – белой, II – зеленой, III – желтой, IV – красной. На пальцах номер группы обозначен краской на внутренней поверхности или торцах. Он должен совпадать с группой, указанной на поршне.




На шатуне номер группы обозначается также краской. Он должен либо совпадать, либо быть соседней с пальцем группы.

Смазанный моторным маслом палец должен с небольшим усилием перемещаться в головке шатуна, но не выпадать из нее.

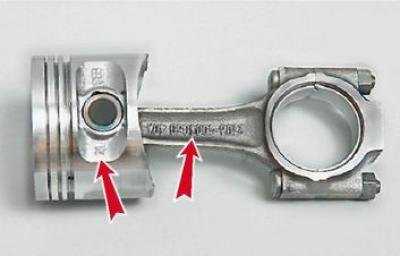
Замки вкладышей должны быть расположены с одной стороны шатуна,…

…а выступ на крышке шатуна совпадать по направлению с надписью «ПЕРЕД» на поршне.

Нагреваем поршень до температуры 60–80 °С. Допускается нагревать поршень в горячей воде. Вводим головку шатуна между бобышками поршня и запрессовываем смазанный моторным маслом поршневой палец.
Если нет приспособления, запрессовать палец можно медным или обычным молотком через оправку из мягкого металла, удерживая поршень на весу.

Поршневой палец фиксируем с обеих сторон стопорными кольцами. Проверяем поршневые кольца:
поочередно устанавливаем поршневые кольца в цилиндр на глубину 20–30 мм и щупом измеряем зазоры. Компрессионные кольца должны иметь зазор в замке 0,3–0,5 мм, маслосъемные — 0,5–1 мм.

Надеваем кольца на поршень, начиная с маслосъемного кольца.
Раздвинув замок радиального расширителя, надеваем его на поршень в нижнюю канавку.

Аналогично устанавливаем нижний кольцевой диск,…

. осевой расширитель и верхний кольцевой диск.

Кольцевые диски маслосъемного кольца взаимозаменяемые.
Последовательно надеваем два компрессионных кольца, так, чтобы.

…фаска на наружной стороне нижнего компрессионного кольца была обращена в сторону юбки поршня,…

…а фаска с внутренней стороны верхнего компрессионного кольца – к днищу поршня.
источник
Основные особенности ДВС ЗМЗ 406
Силовой агрегат 406 модели, Заволжского завода, выпускающего автомобильные моторы, смело можно назвать пионером отечественного моторостроения. Именно на двигателе ЗМЗ 406, впервые использовались некоторые передовые технологии лидеров мирового машиностроения. Но обо всём этом по порядку.
Блок цилиндров
Блок цилиндров ДВС отлит из особо прочного чугуна. Из-за этого общая масса изделия увеличилась, зато нет необходимости использовать сменные гильзы (цилиндры). Так же, в пользу чугуна, как материала изделия можно отнести особую жёсткость и прочность конструкции.
Система DOHC
Впервые в отечественном моторостроении, в системе газораспределения двигателя используется система DOHC. Где имеется два вала верхнего расположения. Один вал имеет восемь клапанов и отвечает за впуск горючей смеси. Второй вал с восьмью клапанами отвечает за выпуск отработанных газов.
Головка блока цилиндров
В итоге каждый отдельный цилиндр имеет два клапана на выпуск, и два на впуск. ЗМЗ 406, был первым отечественным силовым агрегатом, на который устанавливалась шестнадцати клапанная ГБЦ. Увеличенное вдвое количество клапанов, по сравнению с предыдущими моторами, повышает возможность продувки камеры сгорания, во время выпуска выхлопных газов. А во время наполнения цилиндров горючей смесью умножается коэффициент наполняемости.
Клапана ГБЦ на данном движке обустроены гидротолкателями. Этот механизм применяется первый раз в отечественном моторостроении. Гидравлические толкатели, производят автоматическую регулировку тепловых зазоров в клапанах, тем самым исключая периодическую, ручную регулировку клапанов.
Привод ГРМ
Привод ГРМ здесь цепной. Ресурс цепи по заявкам производителей 200 тыс., км. Известны случаи службы цепи в период 500 тыс., км. Но бывали случаи, когда цепь ГРМ рвалась менее чем через 100 тыс., км. Поэтому нужно осматривать цепь ГРМ на предмет механического износа и повреждений после пробега в 70 тыс., км. Однако если цепь порвётся больших повреждений не будит, 406 мотор клапана не гнёт. Привод ГРМ двухступенчатый, от звёздочки коленвала приводиться в работу первый вал распределения горючей смеси, а от него приводиться в работу вал отвечающий за выпуск выхлопных газов.
Так же, именно на ЗМЗ 406 впервые в российском моторостроении использовался гидронатяжитель цепи. В его функции входит поддержание оптимального напряжения, для привода ГРМ. Впоследствии данное новшество прописалось на многих силовых агрегатах.
Другие особенности
Особенностью данного мотора является малый ход поршня 86 мм., по сравнению с диаметром цилиндра в 92 миллиметра. Такая конструкция поспособствовала повышению степени сжатия. Степень сжатия ЗМЗ 406 составляет 9.3:1. Такой подход способствует росту КПД силового агрегата.
Так же, новшеством на движке ЗАЗ 406 является применение инжекторный системы питания и применение электронной системы, управляющей впрыском топлива и бесконтактной системой зажигания
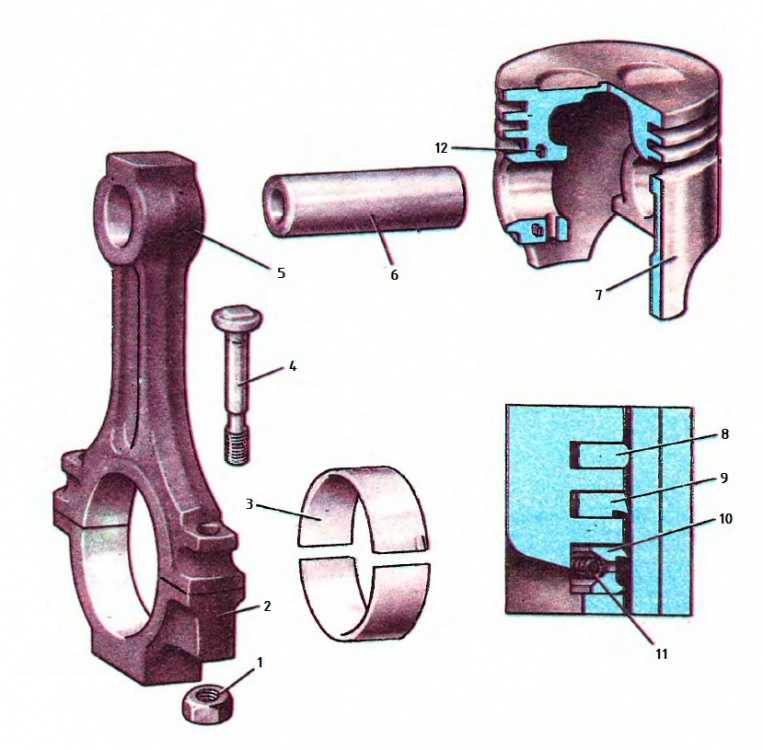
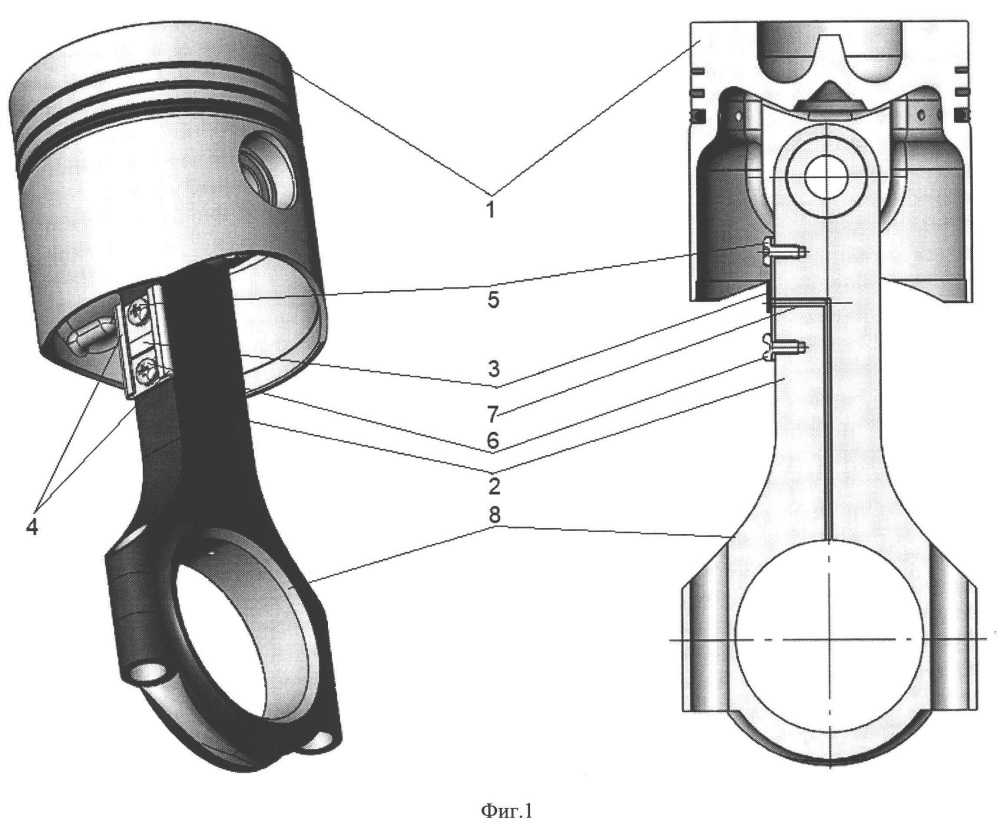
ЗМЗ-406.Сборка шатунно-поршневой группы
Все детали шатунно-поршневой группы делятся на категории и индивидуально подбираются друг к другу.
На днище поршня выбито два обозначения. По букве, нанесенной краской, на новом блоке поршень подбирается к цилиндру.
При ремонте с расточкой цилиндров требуемые зазоры обеспечиваются в процессе расточки и хонингования под заранее приобретенные поршни ремонтного размера.
Римская цифра указывает требуемую группу поршневого пальца.
Диаметры отверстий в бобышках поршня, головке шатуна и наружные диаметры поршневого пальца делятся на четыре группы, помеченные краской: I – белой, II – зеленой, III – желтой, IV – красной. На пальцах номер группы обозначен краской на внутренней поверхности или торцах. Он должен совпадать с группой, указанной на поршне.
На шатуне номер группы тоже обозначается краской. Он должен либо совпадать, либо быть соседней с пальцем группы.
Смазанный моторным маслом палец должен с небольшим усилием перемещаться в головке шатуна, но не выпадать из нее.
Нагреваем поршень до температуры 60–80°С. Вводим головку шатуна между бобышками поршня и запрессовываем смазанный поршневой палец.
Если нет приспособления, запрессовать палец можно медным или обычным молотком, через оправку из мягкого металла, удерживая поршень на весу.
После сборки выступ на нижней головке шатуна должен находиться с той же стороны, что и надпись «ПЕРЕД» на поршне.
Фиксируем поршневой палец с обеих сторон стопорными кольцами.
Проверяем поршневые кольца. Установленные в цилиндр на глубину 20–30 мм компрессионные кольца должны иметь зазор в замке – 0,3–0,6 мм, маслосъемное – 0,5–1 мм.
Надеваем кольца на поршень.
Раздвинув замок расширителя маслосъемного кольца, надеваем его на поршень в нижнюю канавку и сводим замок.
Надеваем на расширитель маслосъемное кольцо. Угол между замками кольца и расширителя при неразъемном кольце – 45°, разъемном – 90°.



Надеваем нижнее компрессионное кольцо надписью «ВЕРХ» к днищу поршня.
Последним надеваем верхнее компрессионное кольцо.
Кольца поворачиваем так, чтобы замки верхних компрессионных колец находились с противоположных сторон поршня, а замок маслосъемного кольца под 90° к замкам компрессионных колец.
Что такое капремонт и зачем он нужен
Во время ремонтных работ детали и узлы ДВС доводятся до идеального состояния. После сборки агрегата его состояние и работоспособность должно быть идентичны новому двигателю, только что выпущенному с конвейера. Капиталка необходима, если мотор полностью или частично выработал свой ресурс, появились соответствующие признаки, свидетельствующие об этом. Не обращать внимания на них нельзя. При дальнейшей эксплуатации автомобиля двигатель может полностью выйти из строя и его нельзя будет восстановить. Останется один вариант – приобретение новой детали. Естественно, что приобретение запчастей обходится дороже, чем их починка.
- Следить за уровнем масла и регулярно менять его.
- Следить за уровнем охлаждающей жидкости, не допуская перегрева машины.
- Заливать качественное топливо, рекомендуемое заводом-изготовителем.
- Разумно эксплуатировать машину, не допуская перегрузки.
- Ограничить до минимума время работы автомобиля на холостых оборотах.
- Отказаться от экстремальной езды, требующей повышенных оборотов. Не допускать, чтобы стрелка тахометра заходила в красную зону.
Схема установки поршневых колец змз 406
Здравствуйте Уважаемые друзья! Продолжая, капитальный ремонт двигателя, мы с Вами в этой статье разберемся с поршневыми кольцами. Да, мы посветим поршневым кольцам целую статью, потому что поршневые кольцо это один из важнейших деталей двигателя. Давайте разберемся чем чревато изнашивание поршневых колец.
Упругость поршневых компрессионных колец, сжатых стальной лентой до зазора в стыке 0,4 мм, должна быть 17,5 — 25,0 Н. С увеличением изнашивания нарушается правильная геометрическая форма гильз цилиндров, увеличиваются зазоры в стыках колец, зазоры между кольцами и кольцевыми канавками в поршне; упругость колец сильно падает. Все это приводит к нарушению их герметизирующих свойств. С увеличением изнашивания возрастает и количество газов, проникающих в картер двигателя, начинается повышенный расход масла.
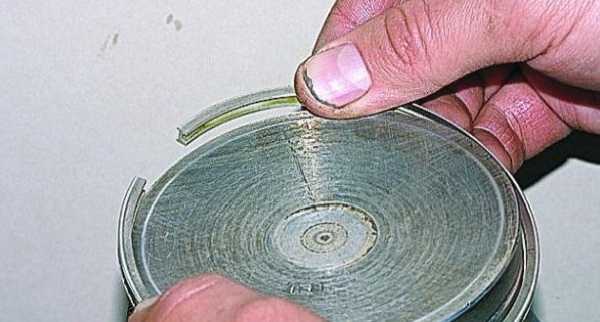
А вот основной причиной, определяющей необходимость замены поршней, является износ канавок под поршневые кольца. Увеличенный зазор между канавкой и кольцом способствует интенсивному перекачиванию масла в надпоршневое пространство. При больших изнашиваниях поршневых канавок замена одних только колец не даст положительных результатов, поэтому, если зазоры между торцом кольца и канавкой в поршне больше 0,15 мм, заменяют поршни и кольца новыми. Поршни заменяют с подбором по гильзам (если, конечно, Вы не меняете всю поршневую группу), в которых они будут работать. Подбирают поршни по усилию протягивания ленты-щупа толщиной 0,05 мм, шириной 10 мм и длиной 250 мм между поршнем и гильзой.
Подбор поршней по гильзам.
Ленту-щуп закладывают между гильзой и поршнем со стороны, противоположной прорези на юбке поршня по всей его длине. Усилие при протягивании ленты-щупа должно быть 35— 45 Н для новых гильз и поршней и 20 — 30 Н для гильз и поршней, бывших в употреблении. Подбирают поршни обязательно без поршневых пальцев при нормальной комнатной температуре (+20 °С). Если по каким-либо причинам подбор приходится делать при температуре, отличной от комнатной, то усилие протягивания ленты должно быть ближе к верхнему пределу при температуре выше 20 °С и ближе к нижнему пределу при температуре ниже 20 °С. После подбора поршни маркируют в соответствии с номерами цилиндров, к которым они подобраны.
Если Вы ставите уже всю поршневую группу, новую, то конечно же будет легче. Но все же я Вам рекомендую ставьте поршень со своей гильзой как были упакованы. Поршневые кольца тоже нужно будет подобрать и проверить. Поочередно устанавливаем кольца в цилиндр на глубину 20–30 мм и щупом измеряем зазоры. Компрессионные кольца должны иметь зазор в замке 0,3–0,6 мм, маслосъемные — 0,3–1,0 мм.
Проверка зазора в стыках поршневых колец.
Если Вы ставите, поршневую группу, бывшие в употреблении, то нужно обязательно померить нутромером не изношены ли гильзы, согласно таблице. Нужно будет проверить еще зазоры между торцами и стенками поршневых канавок при помощи новых поршневых колец. Зазор проверяем в нескольких точках по окружности поршня. Величина бокового зазора для компрессионных колец должна быть 0,050–0,082 мм, для сборного маслосъемного кольца 0,135–0,335 мм.
Проверяем зазоры колец в поршневых канавках.
Теперь же нужно будет все кольца надеть на свои места в поршневых канавках. Обычно на упаковке, поршневых колец, производитель показывает в какой последовательности надевать поршневые кольца. Если же окажется, что инструкции нет, то нужно будет проделать следующее:
- Надеваем кольца на поршень, начиная с маслосъемного кольца;
- Раскрыв замок расширителя маслосъемного кольца, устанавливаем его в нижнюю канавку кольца, после чего сводим концы расширителя;

Надеваем на расширитель маслосъемное кольцо, надписью к днищу поршня, угол между замками расширителя и кольца — 45 градусов;

Устанавливаем нижнее компрессионное кольцо, надписью и фаской с внутренней стороны кольца, так же к днищу поршня;

И наконец, устанавливаем верхнее компрессионное кольцо.

Нужно знать что для авторемонтного производства выпускают поршни номинального и трех ремонтных размеров. Для обеспечения подбора по гильзам поршни рассортированы на пять размерных групп, которые обозначены буквами русского алфавита. Обозначение размерной группы выбито на днище поршня. Размерные группы поршней номинального и ремонтного размеров, а также их обозначения приведены в таблице 1.
Таблица 1. Размерные группы поршней номинального и
ремонтного размеров и их обозначения
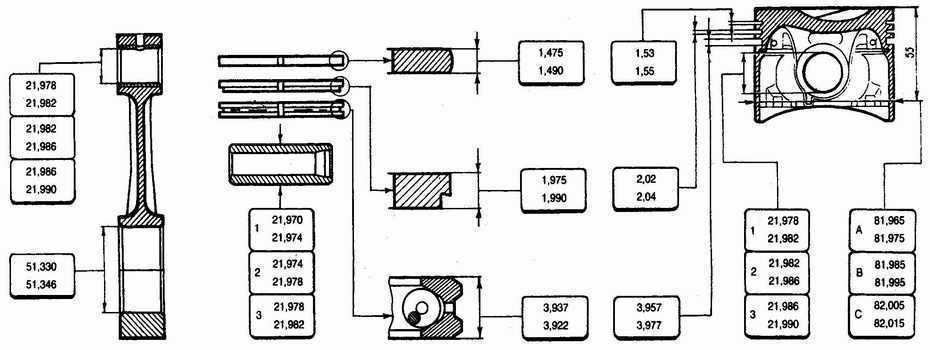
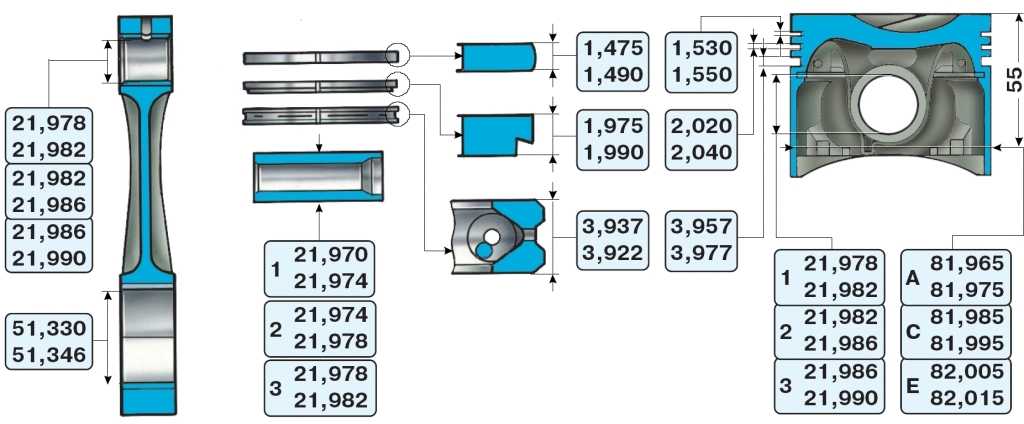
Поршни с шатунами
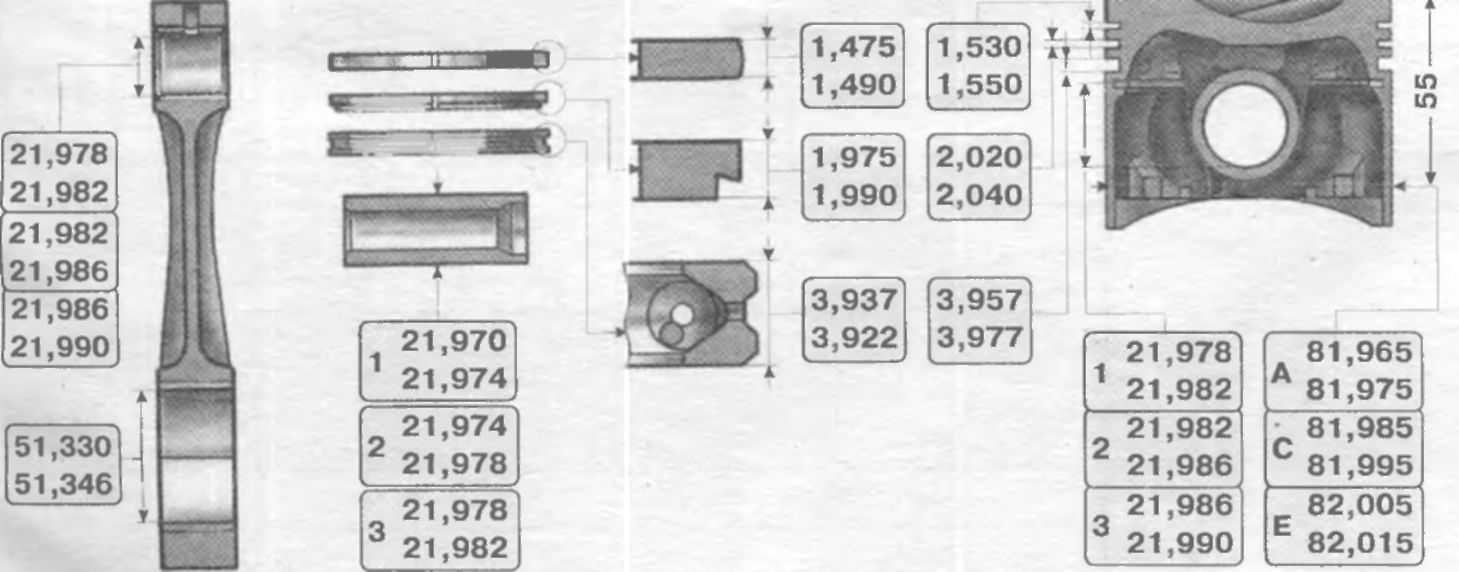
Параметры шатунно-поршневой группы двигателей ЗМЗ, УМЗ
Параметры шатунно-поршневой группы двигателей ЗМЗ, УМЗРазмеры и маркировка по группам цилиндров, поршневой, шатунов, пальцев. Допуски и т.д. Может пригодится кому нибудь при ремонте и покупке запчастей.
Для моторов ЗМЗ 402, 24Д. Так же для УМЗ 417 все размеры, кроме наружных для гильз
Для моторов ЗМЗ 406
Для моторов ЗМЗ 405
В ЗМЗ 409 почти все размеры те же, за исключением выемки (лужа), она поглубже чем в 405, для компенсации степени сжатия, размер h увеличивается на поршнях 409. Так же компрессионная высотка у 409х H=34мм, против 38мм у 405
Для моторов УМЗ 421 евро-0
Для моторов 4216 Евро-3 выемка меньше, 5,5см3 против 12см3 Евро-0. для повышения степени сжатия. Размер h уменьшается на поршнях Евро-3.
ПАРАМЕТРЫ ПО ШАТУНАМШатуны ЗМЗ 402 межцентровое расстояние головок L=168ммШатуны УМЗ 421 межцентровое расстояние головок L=175мм
Комментарии 167
Добрый день! Вчера оплатил заказанные поршни, бегом отвез их расточнику и только сегодня обратил внимание, что поршня на коробке нарисованы «втыковые», т.е. без лунок под клапана. Поршни Евро 3, 96,0, группа Д, завод ЗЗА, Заволжзкий завод автокомпонентов
Я что, купил что-то не то?
Поршни Евро 3, 96,0, группа Д, завод ЗЗА, Заволжзкий завод автокомпонентов. Я что, купил что-то не то?
Если модель указана на коробке какая должна быть, то все должно быть ок. Рисунки часто унифицированны. То есть не всегда то что внутри. Смотрите описание
Сегодня измерил : размер а=3.2мм для змз405 евро0-2.
Хорошо что разобрался
Ага, обскакал все магазины в округе и на рынок сгонял, там всех кто работал задрал.Короче почувствовал себя героем передачи «How it’s made»
Извините, но вы случайно не знаете о геометрических размерах гильз 405 и 406 моторов? Не получается найти
Понятно, жаль. Просто интересно подошла бы гильза от 406 на 405 или 409 или 409 про. Хотя наверно нет. Было бы здорово иметь такой более технологичный (409 про) двигатель, но с объемом 2,3.
В чем бОльшая технологичность ЗМЗ про по отношению к 406?
В кастрировании двух опор распредвалов (5=>3) и, как следствие ускорившийся износ пастелей и шеек?Причём применение более прочного сплава(чем ак9ч у 406) и более мягких пружин клапана ситуацию в корне не поменяло, зато позволило клапанам подвисать наглым образом и на оборотах выше 5тыс. уже заметно влиять на ухудшение наполнения. Правда с жёсткими пружинками наблюдалось чрезмерное продавливание гидрокомпенсаторов выше тех же 5-5.6 тыс.об, но хотя бы клапан не скачет по седлу…
Или может в использовании блоков полуоткрытого типа в замен закрытых блоков у 406 и 405/409 евро3(40524/40904)?Или ещё что-то?
Унификация у моторов этого семейства очень высокая. Вам никто не мешает собрать 406 мотор с поршнями нового образца на тонких кольцах и накрыть его «трех-опорными» ГБЦ от ЗМЗ про, в которой якобы применены более жаропрочные клапана и сёдла (у некоторых требующие ремонта уже через 30ткм езды на газу), вместе с «прошными» же распредвалами и использовать зубчато-пластинчатые цепи от 40906(да, ненадёжно, зато как технологично!)
Извините, но вы случайно не знаете о геометрических размерах гильз 405 и 406 моторов? Не получается найти
Не получается, потому что 406/5/9 не имеют гильз. Ни мокрых, ни сухих, ни залитых. Никаких. Цельночугунный блок.
Головка блока ГБЦ ЗМЗ-405 406,409 с клапанами ЗМЗ (Евро 0,1,2) 406.3906562
ГБЦ ЗМЗ 405 406 409 ЕВРО-0,1,2 В СБОРЕ . ТОВАР НОВЫЙ, ЗАВОДСКОЙ.





ДОСТАВКА ПО РОССИИ И СНГ.
ГАРАНТИЯ 6 МЕСЯЦЕВ.
НАЛИЧНАЯ И БЕЗНАЛИЧНАЯ ФОРМЫ ОПЛАТЫ (НДС).
8-999-079-21-13
Применяемость:
ЗМЗ — 4052.10, 40522.10, 4092.10, 409.10 ЕВРО 2, а также их модификации
Состав комплекта: Головка цилиндров с клапанами — 1шт. Прокладка головки цилиндров — 1шт. Болт головки цилиндров — 10 шт. Шайба болта головки цилиндров — 10 шт. Шпилька выпускного коллектора — 6 шт. Шпилька выпускного коллектора — 2 шт. Шпилька М10х(1,5-Сп)/(1-4h)х28 впускной трубы — 3 шт. Шпилька 2-М10х(1,5-Сп)/(1-4h)х80 впускной трубы — 2шт.
Маркировки наносится на головку цилиндров 406.1003009-30 1) цифры «406.1003009» — в литье шрифтом 10-ПР3 по ГОСТ 26.008-85 2) суффикс: «30» — ударным способом шрифтом В Пр3 по ГОСТ 26.008-85 3) товарный знак ОАО «ЗМЗ» — ударным способом №2 по И-52 Место маркировки — в зоне крепления коллектора
Головка блока цилиндров ЗМЗ-405
Головка блока цилиндров двс ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь отлита из алюминиевого сплава, общая для всех четырех цилиндров.
Головка крепится к блоку цилиндров десятью болтами. Между блоком и головкой блока цилиндров установлена уплотнительная прокладка из асбестового полотна, армированного металлическим каркасом.
Окна в прокладке под камеры сгорания и масляный канал окантованы жестью. Впускныые и выпускные каналы выпонены раздельно для каждого из шестнадцати клапанов ГРМ газораспределительного механизма.
Впускные каналы расположены с правой стороны головки блока, а выпускные – с левой стороны.
Гнезда для клапанов расположены в два ряда относительно продольной оси двигателя. Каждый цилиндр имеет два впускных и два выпускных клапана.
Соседняя пара клапанов управляет процессами впуска воздуха или выпуска отработавших газов. Стержни клапанов расположены под наклоном к продольной вертикальной плоскости головки блока цилиндров: впускных – на 17°, выпускных на 18°.
В головку блока цилиндров двигателя ЗМЗ-405 автомобилей ГАЗ-3302 Газель Бизнес, ГАЗ-2752 Соболь запрессованы седла из жаропрочного чугуна и направляющие втулки клапанов из серого чугуна.
В верхней части головки блока двс ЗМЗ-405 цилиндров в два ряда расположены опоры под шейки распределительных валов – по пять опор в каждом ряду. Опоры образованы постелями головки и съемными алюминиевыми крышками.
Передняя крышка, общая для передних опор обоих распределительных валов, крепится четырьмя болтами, а остальные крышки – двумя болтами.
ЗМЗ 406 инжектор: симптомы и способы устранения зазора в кольцах
Одним из основных симптомов зазора в кольцах является потеря мощности двигателя. Автомобиль может начать разгоняться медленнее, затрудниться при обгоне или не достигать максимальной скорости. Возможно также увеличение расхода топлива и появление дыма из выхлопной системы.
Для устранения зазора в кольцах необходимо провести ремонт двигателя. Это может включать замену кольцевой группы, шлифовку цилиндров, замену поршневых колец и другие процедуры. Рекомендуется обратиться к специалистам в автосервисе, чтобы провести диагностику и определить необходимый объем работ.
Кроме того, для предотвращения зазора в кольцах рекомендуется следить за качеством масла и своевременно менять его. При необходимости проводите регулярное обслуживание двигателя, включая проверку и регулировку клапанов, чтобы избежать сильных перегревов и износа кольцевой группы.
Важно помнить, что зазор в кольцах является серьезной проблемой, которая может привести к серьезным последствиям для двигателя автомобиля. Поэтому при появлении симптомов рекомендуется обратиться к специалистам для проведения диагностики и ремонта в кратчайшие сроки
Как проверить работу мотора после проведения капитального ремонта?
После сборки ДВС проводится его обкатка, занимающая важное место в притирке новых деталей и всего агрегата. Не рекомендуется давать большую нагрузку на мотор, следует избегать резкого старта и рывков, пока пробег не превысит 2 тыс.км. Обкатку выполняют, как и после покупки нового автомобиля, а это означает, что придерживаются таких правил:
Обкатку выполняют, как и после покупки нового автомобиля, а это означает, что придерживаются таких правил:
- перед поездкой мотор прогревают;
- плавный разгон чередуют с постепенным торможением;
- ехать нужно на небольших оборотах;
- нельзя тормозить двигателем;
- не рекомендуется длительное время перемещаться на одинаковой скорости;
- противопоказана буксировка тяжелых грузов.
Поршни завода «Мотордеталь»
На многих отечественных и импортных машинах используются ремонтные поршни, изготовленные на производственных мощностях костромского производителя поршневых групп «Мотордеталь-Кострома». Данное предприятие выпускает поршни с диаметром от 76 до 150 мм. На сегодняшний день производятся такие типы поршней:
- цельнолитой;
- с терморегулирующей вставкой;
- с вставкой под верхнее компрессионное кольцо;
- с каналом масляного охлаждения.
Поршни, выпущенные под указанной торговой маркой, имеют собственные обозначения. При этом информация (маркировка) может быть нанесена двумя способами — лазером и микроударом. Для начала рассмотрим на конкретных примерах маркировку, сделанную при помощи лазерной гравировки:
- EAL — соответствие техническому регламенту таможенного союза;
- Сделано в России — прямое указание страны-производителя;
- 1 — группа по массе;
- H1 — группа по диаметру;
- 20-0305А-1 — номер изделия;
- К1 (в кружочке) — знак отдела технического контроля (ОТК);
- 15.05.2016 — прямое указание на дату производства поршня;
- Sp 0,2 — зазор между поршнем и цилиндром (температурный).
Теперь рассмотрим обозначения, нанесенные при помощи так называемого микроудара, на конкретных примерах:
- 95,5 — общий размер по диаметру;
- В — группа по диаметру;
- III — группа по диаметру пальца;
- К (в кружочке) — знак ОТК (контроля качества);
- 26.04.2017 — прямое указание даты производства поршня.
Здесь же стоит отметить, что для производства разных поршней используются различные же алюминиевые сплавы с легирующими добавками. Однако эта информация не указывается прямо на корпусе поршня, но записывается в его технической документации.
Источник статьи: http://etlib.ru/blog/909-markirovka-porshnej