
Пластификатор для металлизированных красок
 При взгляде на химическую формулу типичных смол или канифолей, которые используются в промышленности, видно, что это высокомолекулярные соединения, в которых молекулы связаны между собой только в одном продольном направлении. Химические связи эффективно действуют только по длине полимерных цепочек, а между отдельными цепочками они очень слабые — скорее, физической, чем химической природы, а значит, пригодны для модификации пластификаторами.
При взгляде на химическую формулу типичных смол или канифолей, которые используются в промышленности, видно, что это высокомолекулярные соединения, в которых молекулы связаны между собой только в одном продольном направлении. Химические связи эффективно действуют только по длине полимерных цепочек, а между отдельными цепочками они очень слабые — скорее, физической, чем химической природы, а значит, пригодны для модификации пластификаторами.
Степень пластификации зависит от молекулярной структуры полимера и самого пластификатора, а также от силы притяжения между полимерными цепями. Пластификаторы также способствуют испарению летучих веществ растворителя в определенных канифолях. Целлюлозные эфиры имеют свойство соединяться с некоторым количеством растворителя, но в присутствии пластификатора растворитель испаряется лучше и полнее, содержание остаточного растворителя в высохшей красочной пленке минимально.
Большая часть пластификаторов, базирующихся на дифенилфосфате или глицерилтриацетате, хорошо зарекомендовала себя в большинстве красочных систем
Тем не менее, использовать их надо с осторожностью, так как они могут портить упаковку и понижать прочность красочного слоя
Казалось бы, выбор смол диктуется выбором растворителей, которые можно применять для металлизированных красок. Поэтому в поисках безвредных технологий пытались обратиться к совершенно новым смолам и растворителям для создания безуглеводородных металлизированных красок. На практике обнаружилось, что многие из уже известных смол, применявшихся ранее в системах на базе толуола, вполне пригодны в сочетании со сложноэфирными и подобными им растворителями.
Идеальными оказались низкокислотные акрилы и целлюлозные эфиры, образующие растворы с низкой вязкостью и едкостью (высокая едкость может неблагоприятно повлиять на металлические частицы и вызвать нежелательные химические реакции, поэтому лучше всего подходят для металлических красок смолы с кислотными номерами менее 10).
Чем лучше растворимость и восстановимость смол, тем лучше стойкость и стабильность краски при печати, меньше накопление краски позади ракельного ножа и тем реже появляются полошение и тенение. При создании рецептур красок было бы гораздо проще иметь дело с одной группой смол и одной группой растворителей, однако обычно приходится модифицировать металлизированные краски дополнительными смолами, улучшающими стойкость к истиранию, блеск и другие полезные качества. Но это опять-таки должны быть низкокислотные смолы с хорошей растворимостью.
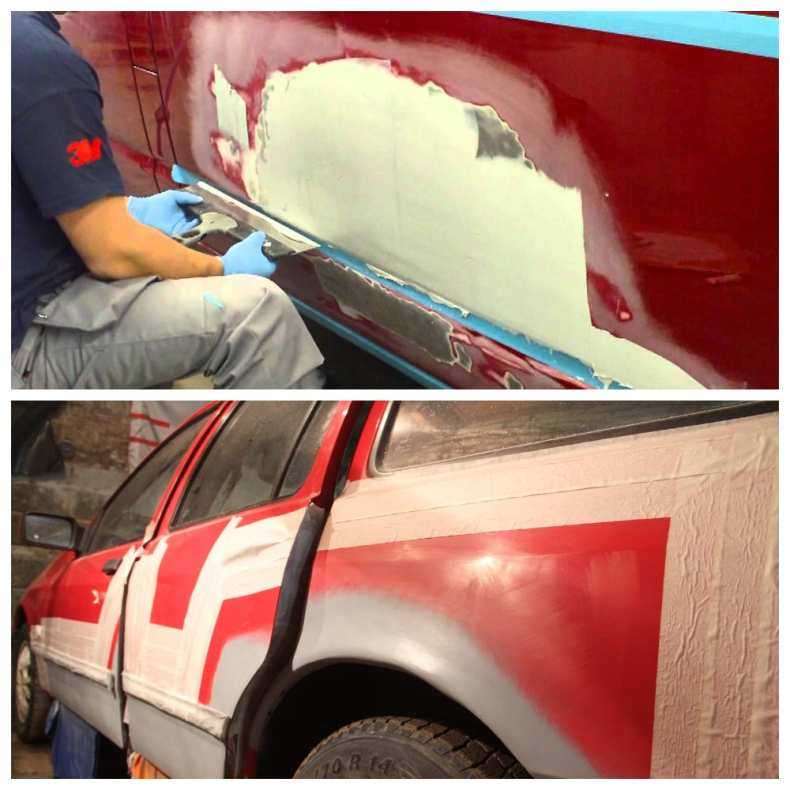
Покраска машины металликом в специальном боксе
Процесс покраски начинается с нанесения грунтовки на поверхность автомобиля.
- Эта краска защищает поверхность кузова от коррозии и служит основой для высококачественного финишного покрытия.
- Таким образом, основная роль этого слоя заключается в защите от коррозии.


Катафорезная и анафорная окраска
Нанесение выполняется на основе химико-физических свойств и называется катафорезным лакированием, или катафорезом (КТЛ). Для снижения нагрузки на окружающую среду эти краски водорастворимы и изготавливаются на основе эпоксидных смол и полиуретанов.

Второй метод – анафорная окраска.
- Поверхность автомобиля необходимо очистить от жира, механических примесей, продуктов коррозии и создать фосфатный конверсионный слой, повышающий адгезию краски и защиту от коррозии.
- Основными преимуществами являются минимальная нагрузка на окружающую среду, так как в составе таких красок минимальное количество растворителей.
- Хотя наносимый слой не слишком велик, он гарантирует высокую коррозионную стойкость (более 1000 часов в солевом тумане).
- Большим преимуществом является равномерная толщина покрытия по всей поверхности кузова, включая труднодоступные места, такие как края, углы или полости.
- В этом процессе можно установить толщину слоя. Полученное покрытие также является механически стойким и клейким.

Катафорезная окраска также очень экономична, так как практически не происходит потери цвета, а также отсутствуют капли или вуали на поверхности. Преимуществом также является возможность покраски сверху разными видами лаков.









Их основу обычно составляют эпоксидные смолы или акрилаты с низким содержанием органических растворителей, содержащие частицы лака в виде полимерных катионов. Электроосажденный слой прочно прилипает к поверхности. Излишки лака смываются.

Полупрозрачные материалы типа металлик
Выпускаются полупрозрачные материалы типа «металлик» с меньшим количеством
металлических включений, на основе которых при добавлении цветных паст получаются цвета каталога RAL или заданные произвольно.
Синий густой цвет с
глубоким внутренним отблеском имеет материал под поэтичным названием «синий жемчуг», «перламутр»
и похож на внутренность раковины.
Полупрозрачные «металлики» позволяют варьировать декоративный эффект в зависимости от цвета основания, а также от колеровки самого материала.
Например, спецэффект «перламутр», исходно белый, можно подкрашивать морилкой.
Авангардный декоративный эффект дают два очень броских полупрозрачных спецэффекта: «Звёздное
небо» — с разноцветными звёздочками, и «Хамелеон» переливающийся от одного цвета к другому в зависимости от угла наблюдения.
Дисперсия пигментов
Как известно, краски — это не только пигмент. Это дисперсии пигментов в связующем — в воде или пленкообразователях. К примеру, для масляных красок пленкообразователями выступают масла (высыхающие и олифы), для эмалевых — лаки, для клеевых — крахмал или казеин, силикатных — жидкое стекло, эмульсионных — водные дисперсии синтетических полимеров.
Теперь производители металлизированных красок чаще всего поставляют их уже готовыми, а в прежние времена такие краски поставлялись на полиграфические предприятия только в виде двухкомпонентной системы, состоящей из пигментной пасты и связующего. Процесс приготовления красок при помощи дрели с насадкой-смесителем требовал большой аккуратности и ловкости. Нужно было получить однородную массу с гладкой поверхностью, но при чересчур старательном размешивании хрупкие металлические чешуйки повреждались и уже не давали нужного блеска. Каждая частица металлического пигмента, или шлифа, — это не комок, а неправильной формы плоский листик, чешуйка, пластинка тонко расплющенного металла. За счет наложения этих частиц при печати друг на друга и обеспечивается требуемый металлический эффект.
Избегайте ошибок при смешении краски для покраски металликом
Смешивание краски для покраски автомобиля металликом может быть сложным процессом, требующим определенных навыков и внимательности. Некорректное смешивание краски может привести к непредсказуемым результатам, включая неравномерное покрытие, пятна и даже потерю металлического эффекта. Чтобы избежать таких ошибок, следуйте этой пошаговой инструкции.
|
Шаг 1: Подготовка краскопульта Убедитесь, что краскопульт полностью чист и освобожден от остатков предыдущей краски. Тщательно промойте его внутренние детали и сушите до полного высыхания. |
Шаг 2: Выбор правильной краски При выборе краски для покраски металликом, убедитесь, что она подходит для использования с краскопультом. Также учитывайте марку и цвет автомобиля для достижения наилучшего соответствия. |
|
Шаг 3: Смешивание краски Перед смешиванием краски, внимательно прочитайте инструкции на ее упаковке. Для достижения металлического эффекта, часто требуется добавить специальный прозрачный лак к основной краске. Следуйте указаниям по пропорциям и хорошо перемешайте краску до однородного состояния. |
Шаг 4: Проверка цвета После смешивания краски, нанесите небольшое количество на тестовую поверхность или кусочек картона, чтобы проверить окончательный цвет. Если нужно, корректируйте его, добавляя больше краски или прозрачного лака, в зависимости от требуемого эффекта. |
|
Шаг 5: Рабочее давление Настройте рабочее давление на краскопульте в соответствии с рекомендациями производителя краски. Неправильное давление может привести к несоответствующему распылению краски и нежелательным эффектам. |
Шаг 6: Техника покраски При покраске металликом, используйте равномерные и перекрывающие движения, чтобы достичь однородного покрытия. Не наносите слишком толстый слой краски, чтобы избежать скопления и несоответствия в оттенке. |
|
Шаг 7: Нанесение защитного слоя После завершения покраски, нанесите защитный слой прозрачного лака для сохранения металлического эффекта и защиты от внешних воздействий. Следуйте рекомендациям по времени высыхания и слоистого нанесения. |
Шаг 8: Завершение и очистка После полного высыхания краски и лака, осмотрите покрытую поверхность на наличие дефектов и потертостей. При необходимости, проведите дополнительные шлифовки и повторное нанесение защитного слоя. После завершения покраски, тщательно очистите краскопульт от остатков краски и лака. |




Следуя этой инструкции и избегая ошибок, вы сможете достичь профессионального результата при покраске автомобиля металликом. Помните, что покраска металликом требует терпения, аккуратности и опыта, поэтому не стесняйтесь проконсультироваться с профессионалами или пройти соответствующие курсы обучения, если вы новичок в этой области.
Краткая характеристика растворителей
Растворители, имеющиеся в торговой сети, обладают сложным составом и применяются для разбавления определенного вида ЛКМ:
№ 646 не самый лучший вариант. По отношению к краскам проявляет агрессивность: не только разбавляет их, но и вносит изменения в состав. Чаще всего применяется для грунтовок и материалов на основе акрила. № 647 относительно агрессивный по свойствам, растворяет нитроэмали и нитролаки
При использовании требуется особая осторожность. Растворитель №650 за счет мягкого взаимодействия широко используется для растворения
Алкидные краски разбавляются Р-4, в состав которого включены полимеры.
 Приведенные рекомендации помогут правильно разбавить краску для краскопульта. Это будет способствовать получению высококачественного равномерного покрытия без потеков и дефектов.
Приведенные рекомендации помогут правильно разбавить краску для краскопульта. Это будет способствовать получению высококачественного равномерного покрытия без потеков и дефектов.
Состав краски
Остановимся более подробно на составляющих краски металлик:
- Пигмент. Представляет собой мелко измельченный порошок, благодаря которому краска приобретает заданный цвет. Также пигментирующее вещество может выполнять дополнительные функции, к примеру, предохранять металл от ржавления.
- Связующий компонент. Данное вещество отвечает за удержание пигмента на обработанной поверхности. Связующий элемент также способствует тому, что покрытие становится гладким и ровным.
- Растворитель. Благодаря разбавлению краски растворителем, она приобретает текучесть, что позволяет наносить состав на поверхность. Причем задача производителя — сделать растворитель максимально быстро испаряющимся, так как он вреден и никаких других функций помимо растворения состава он не несет.
- Алюминиевая стружка и пыль. Другое название вещества — алюминиевая пудра. Как уже было сказано выше, алюминий отвечает за придание покрытию блеска. Причина отблеска состоит в способности алюминиевой пудры отражать свет, из-за чего создается впечатление свечения покрытия.

Отвердители для лакокрасочных средств – что это такое
Сколько краски нужно для покраски автомобиля
Количество материалов меняется в зависимости от разных факторов. Однозначно нельзя сказать, сколько потребуется приобретать растворителя и краски. На ответ влияет тип поверхности и размеры, марка товаров, желаемый оттенок. Иногда состав приходится наносить 2-3 раза для достижения нужного результата, и это тоже следует учитывать.
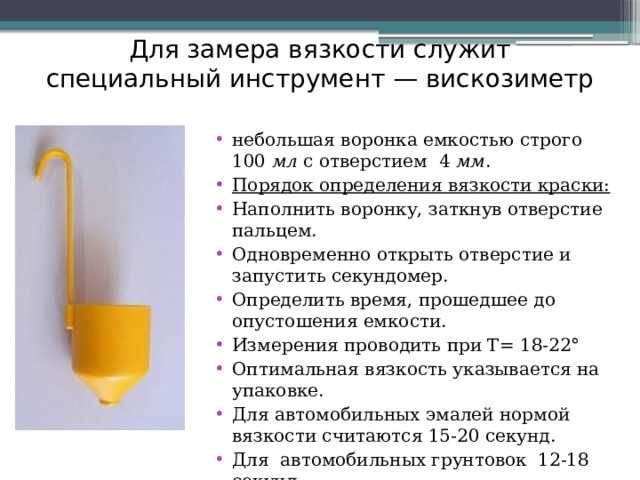
Потребуется уточнить тип грунтовки, оттенок и качество. Краскопульт тоже влияет на процесс окрашивания. Для двухкомпонентой эмали потребуется использовать 100 мл отвердителя и 500 мл растворителя на 1 литр краски. Проще всего для замера воспользоваться вискозиметром. При его отсутствии можно посмотреть, льётся краска или капает. Именно второй вариант считается предпочтительным. При правильном подходе к делу удастся покрасить автомобиль и избежать возникновения различных дефектов из-за собственных ошибок.
голоса
Рейтинг статьи
Как красить металликом?
- Нужно выработать ритм движения краскопульта. Не должно быть коротких, прерывистых движений, рывков или остановки на одном месте во время распыления. При распылении «металлика», особенно важно удерживать краскопульт параллельно поверхности (факел должен быть строго перпендикулярно) и не слишком близко.
- Распылите первый слой на расстоянии примерно 15–20 см от панели. Первый слой должен быть тонким, полумокрым и наноситься быстро. Не ставьте цели укрыть первым слоем ремонтную область полностью. Задача – нанести равномерный тонкий слой-основу.
- Второй слой наносится немного толще и начинает укрывать окрашиваемую поверхность.
- Время сушки между слоями должно составлять примерно 2–5 минут.
- После каждого слоя, когда он высохнет, можно протирать специальной липкой салфеткой.
- Наносите столько слоёв, сколько нужно для полного укрытия ремонтной области (обычно 2–3 средне-мокрых слоя с хорошей просушкой между слоями).
- В итоге, ремонтная область должна быть укрыта, и не просвечивать. Делайте проходы краскопультом, перекрывая последующим проходом 50% предыдущего, не обращая внимания на появление полос.
- Далее, сразу после последнего слоя, пока он ещё «свежий», увеличьте расстояние краскопульта от поверхности (должно быть около 35- 40 см) и нанесите пару туманных слоёв. Это сделает расположение частичек «металлика» в слое краски одинаковым и скроет возможные неоднородности (полосы или пятна). Для нанесения последних туманных слоёв можно немного разбавить краску и снизить давление. Так как расстояние от поверхности увеличится, то скорость движения краскопульта должна замедлиться.
- Помните, что базовая краска предназначена лишь для укрывания ремонтной области. Не нужно распылять базовый слой мокро и с глянцем. “Металлик” без лака выглядит матово.
- Слишком толстые, мокрые слои позволяют частичкам «металлика» плавать хаотично, что вызывает пятнистость. При более сухом распылении, частицы «металлика» распределяются ровно, так, как их распылил покрасочный пистолет, и остаются на месте. Но слишком сухие слои создают «пыльную» поверхность, что может ухудшить адгезию лака (это касается последних “туманных” слоёв). Поэтому нужно распылять последние “туманные” слои на ещё свежий, не высохший слой, чтобы краска прилипала к поверхности, а не ложилась как пыль.
- Далее нужно дать краске высохнуть в течение 20–30 минут (при температуре 20 градусов по Цельсию) и наносить лак (см. статью “покрытие лаком автомобиля”).
Виды растворителей
Любая автомобильная эмаль продается в виде жидкости, однако это не значит, что ее сразу же можно применять. Производитель уже добавил в краску растворитель, но ровно столько, чтобы состав не засыхал. Чтобы получить равномерное покрытие, следует разбавить материал дополнительно. Такое покрытие защитит кузов от повреждений и коррозии.
Перед тем как смешивать краску с растворителем, нужно помнить, что производитель уже добавил определенное его количество. В зависимости от этого красящие составы делятся на:
- высоконаполненные;
- средненаполненные;
- низконаполлненные.
Наполненность – это свойство, определяющее летучесть и вязкость эмали, оно помогает понять, сколько растворителя можно еще добавить.
По скорости испарения
Растворители так же, как и краски, бывают разными, рассмотрим основные их виды. В зависимости от скорости испарения, выделяют следующие составы:
Медленные – их используют для работ в летний период времени или при высоких температурах.

Быстрые – компоненты в составе ускоряют процесс высыхания и дают возможность работать с материалом даже зимой.
Универсальные – допускаются к применению при средних температурных режимах.

По физико-химическим показателям
В зависимости от физических и химических характеристик выделяют две группы растворителей:
Полярные – спирт, кетоны, вещества с молекулами гидроксильной группы. Эти материалы подходят для работы с акриловыми красками.

Неполярные – уайт-спирит, керосин, комплекс составов на базе углеводородов.

Для того чтобы точно определить, чем разбавить ту или иную краску, следует узнать, какой растворитель использовал производитель. Подбирают полярный к полярному или неполярный к неполярному.






Разбавитель
Для разбавления краски “металлик” должен использоваться специальный разбавитель для базы. Универсальный разбавитель для акриловых продуктов или разные растворители не подойдут. Скорость испарения разбавителя должна соответствовать температуре в мастерской. Быстрый разбавитель будет испаряться слишком быстро и частицы «металлика» не будут успевать ложиться как надо, что будет давать более светлый оттенок. При слишком медленном разбавители частицы «металлика» будут тонуть в краске, делая оттенок краски темнее. Кроме того, слишком медленный разбавитель может стать причиной появления пятен и полос, так как частицы «металлика» будут долго плавать в краске и располагаться хаотично.
![]()
Окраска базой

Нанесение базового слоя на автомобиль
Покраска вашего авто в металлик в обязательном порядке включает в себя нанесение базового слоя краски, которое следует производить после полной подготовки поверхности. Используемую для этих целей краску необходимо разбавить растворителем. При подборе растворителя учитываются такие нюансы, как температура камеры окрашивания и марка краски.
Покраска базы металликом, производимая своими руками, предполагает нанесение двух слоев: более сухой и более мокрый. Первый слой (более сухой) не должен содержать подтеков, а наличие полос и пятен допускается. К нанесению второго слоя можно приступать только после того, как первый слой высохнет и приобретет матовый оттенок. Матовый оттенок сигнализирует о том, что с поверхности окрашиваемого элемента произошло испарение растворителя.
Каждый следующий слой краски можно наносить только после полного высыхания предыдущего. Время высыхания составляет от 10 до 30 минут при естественном способе сушки. Конкретное время будет указано в инструкции изготовителя к конкретному типу краски. При необходимости нанесения третьего слоя (если краска не слишком укрывистая) второй слой рекомендуется сделать мокрым. Последний слой наносится с большего расстояния от окрашиваемой поверхности, чем предыдущие. После нанесения последнего слоя необходимо обеспечить сушку при температуре около +20°C в течение получаса.
Покраска автомобиля в металлик, осуществляемая в гаражных условиях своими руками, не должна предполагать применение метода обдува воздухом для принудительной сушки поверхности. В данном случае процесс сушки, конечно же, существенно ускорится. Однако нужно быть готовым и к тому, что небольшие частички металла, создающие эффект металлик, правильно не погрузятся в базовый слой.
От чего зависит разведение автоэмали
Необходимость развести автоэмаль диктуется следующими её свойствами:
Последний показатель наиболее важен. При одной и той же вязкости ЛКМ имеют разную концентрацию полимеров. Большая наполненность считается лучшей для краскопульта. Этот показатель указывается на банках следующей маркировкой, по степени возрастания наполненности:
Смело можно разводить высоконаполненные эмали VHS, и очень осторожно, чтобы не переусердствовать с разбавителем – низконаполненные LS, доводя их до нужной консистенции. Покраска переходом применяется при частичном окрашивании авто, когда не удаётся подобрать нужную тональность ЛКМ к цвету остальной поверхности кузова
При этом существует несколько методик применения растворителя для перехода, который может:
Покраска переходом применяется при частичном окрашивании авто, когда не удаётся подобрать нужную тональность ЛКМ к цвету остальной поверхности кузова. При этом существует несколько методик применения растворителя для перехода, который может:
- наноситься на границу двух оттенков до наложения базового ЛКП (она будет ложиться поверх растворителя, пока он ещё не успел полностью испариться);
- добавляться в базовую краску или лак в изменяющейся пропорции (первый слой ¾:1, а второй – 1:1);
- напыляться по контуру перехода после покраски.
Для таких работ применяется специальный растворитель для переходов базовой краски или лака. Второй можно использовать для акриловых красок.
Как правильно разводить краску
Прозрачный слой перед нанесением «металлика»
Одна из проблем, которая возникает с красками, имеющими высокое содержание металлических частиц (к примеру, серебристый «металлик»), заключается в том, что металлические чешуйки могут собираться даже в маленьких царапинах окрашиваемой поверхности. Это может отразиться на конечном результате. Иногда, до покрытия лаком, переход выглядит хорошо. После лакирования частицы «металлика» могут просесть в мелкие царапины, и это будет заметно.
Для борьбы с такой просадкой, а также с ореолами, видимой линией перехода можно использовать прозрачную базу (биндер). Это может быть как разбавленный биндер (по текучести как база), так и очень жидко разбавленный лак. Этот слой заполняет мелкие царапины и даст «металлику» более гладкую поверхность для нанесения. К тому же получается что-то вроде мокрой подложки, при нанесении на которую частицы «металлика» ложатся как надо. Производители на английском языке называют этот слой «orientation coat» (ориентационный слой), так как он помогает правильно распределить частицы «металлика» (сориентировать). Такой слой может применяться как при окрашиванием плавным переходом, так и при простом окрашивании панели.
Ориентационный слой распыляется на всю окрашиваемую панель перед нанесением краски. Наноситься должен полноценный мокрый слой. Несмотря на использование ориентационного слоя, подготовка поверхности по-прежнему должна быть тщательной. Такой слой не является обязательным и может применяться по усмотрению маляра.
Разбавители красок
В офсетных машинах красочный аппарат состоит из множества валиков, и краска довольно долго находится в машине. Если бы она содержала легколетучие растворители, то успевала бы, высыхая, много раз изменить свои свойства за время печатания, чего не должно быть ни в коем случае. Поэтому в офсетных красках используются малолетучие разбавители с очень высокой (до 300 градусов и выше) температурой кипения — минеральные масла (см. таблица 2).
Таблица 2. Диапазон кипения разбавителей для офсетных красок (в градусах Цельсия)
| Для красок хит-сет | 240-290 |
| Для красок листовой офсетной печати | 280-310 |
| Для красок колд-сет | 280-370 |
Количество разбавителя в пастообразных офсетных красках обычно не превышает 30%. А вот в составе жидких красок для глубокой и флексопечати очень много — более 65% — растворителя.
Только диацетоновый спирт, который уже не используется в производстве красок, относился к высококипящим (точка кипения 166 градусов Цельсия).
Таблица 3. Летучесть некоторых растворителей для флексографской и глубокой печати.
| Растворитель | Точка кипения | Число испарения |
|---|---|---|
| Этанол | 78 | 8,3 |
| Метилэтилкетон | 80 | 2,6 |
| Изопропанол | 82 | 1,0 |
| Изопропилацетат | 88 | 4,0 |
| Этоксипропанол | 134 | 33,0 |
| Этилацетат | 77 | 2,9 |
| Вода | 100 | ок.90,0 |
Говорить что-либо конкретное о химическом составе красок и, особенно о новых рецептурах и технологиях не принято, так как производители держат эти сведения в секрете друг от друга.
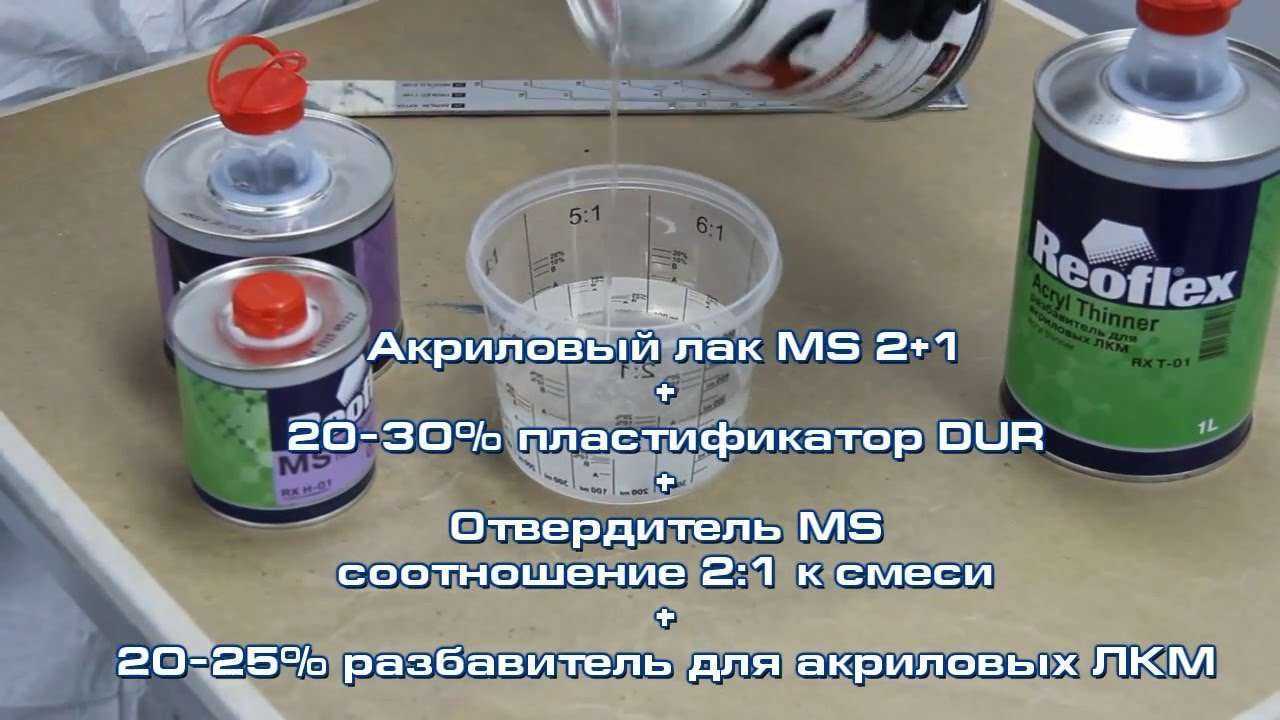
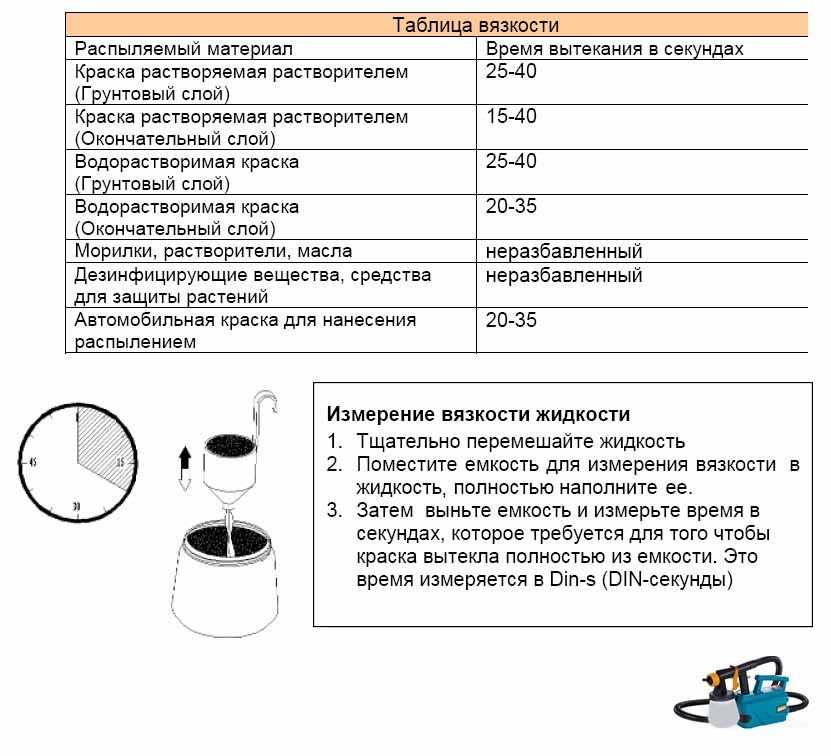
Делаем замес
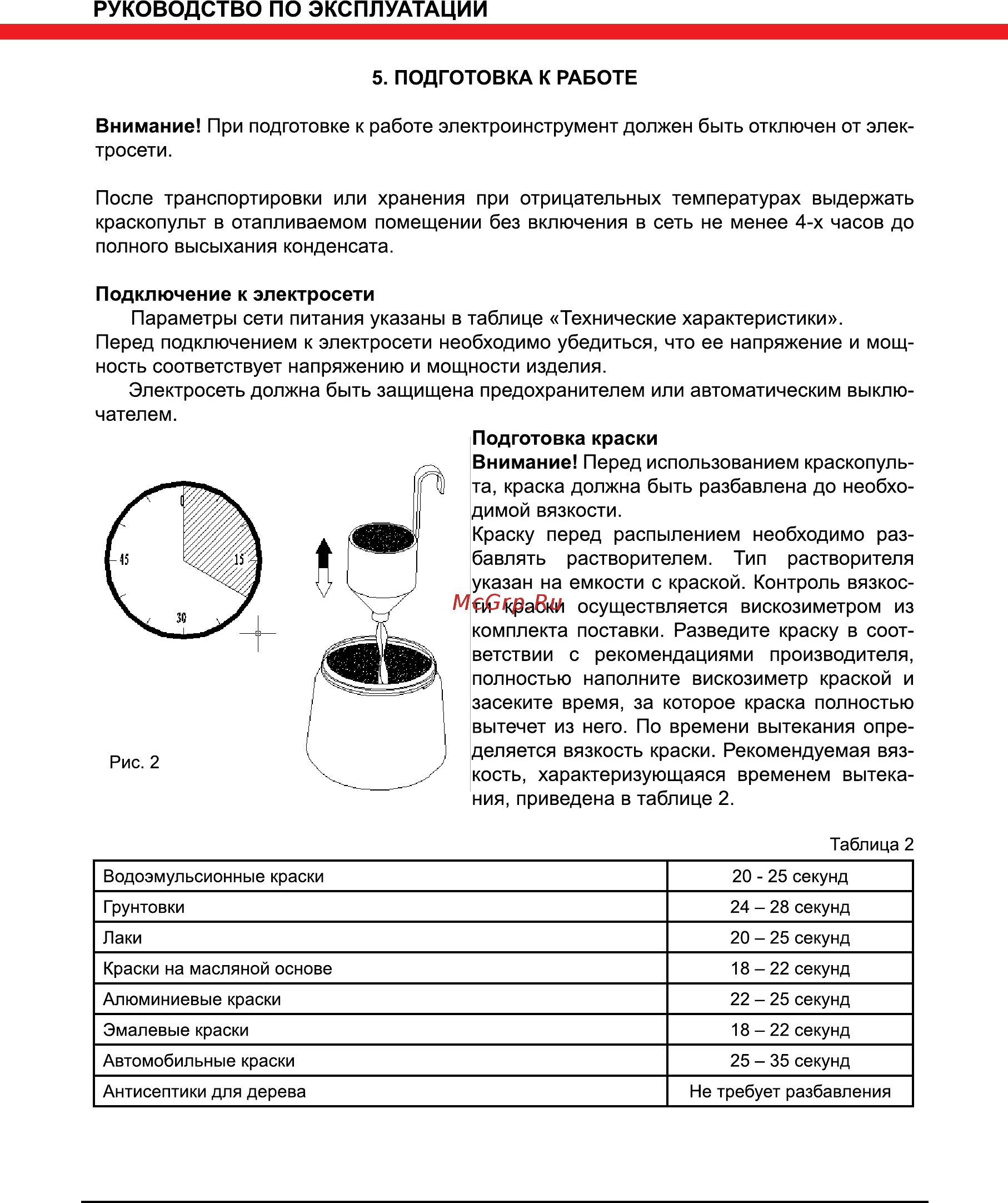
Прежде чем заправить пистолет, следует смешать составляющие приобретенной краски.
Для правильного смешивания компонентов, при котором получается окрасочный материал требуемой вязкости, необходимо выполнить следующие условия.
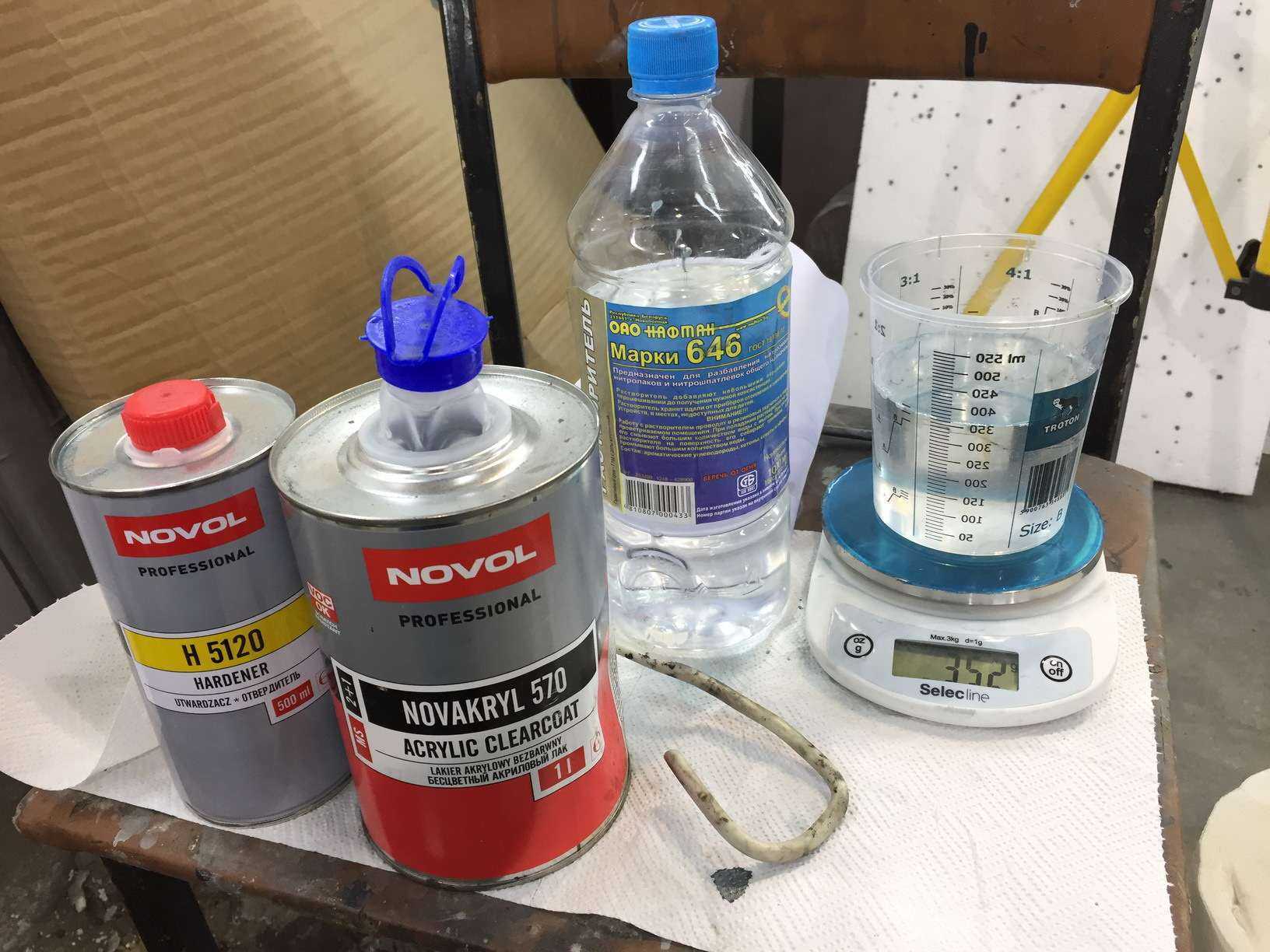
Посуда
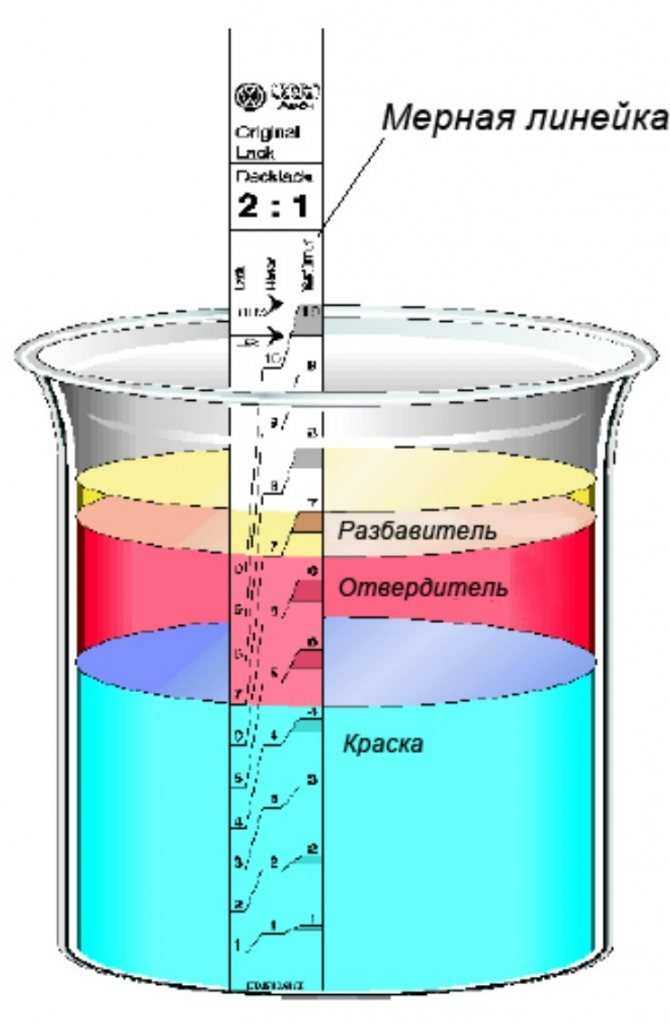
Важно, чтобы тара, в которой мы проводим смешивание, была строго цилиндрической формы (плоское дно и вертикальные стенки). Только в такой таре можно равномерно перемешивать компоненты и правильно отмерять их количество. Лучше, если это будет специальная мерная посуда в виде прозрачной пластиковой банки с крышкой. На такие банки нанесена разметка, позволяющая смешивать материалы в необходимом объемном соотношении (1:1, 2:1, 3:1, 4:1, 5:1 и т.д.)
Лучше, если это будет специальная мерная посуда в виде прозрачной пластиковой банки с крышкой. На такие банки нанесена разметка, позволяющая смешивать материалы в необходимом объемном соотношении (1:1, 2:1, 3:1, 4:1, 5:1 и т.д.).
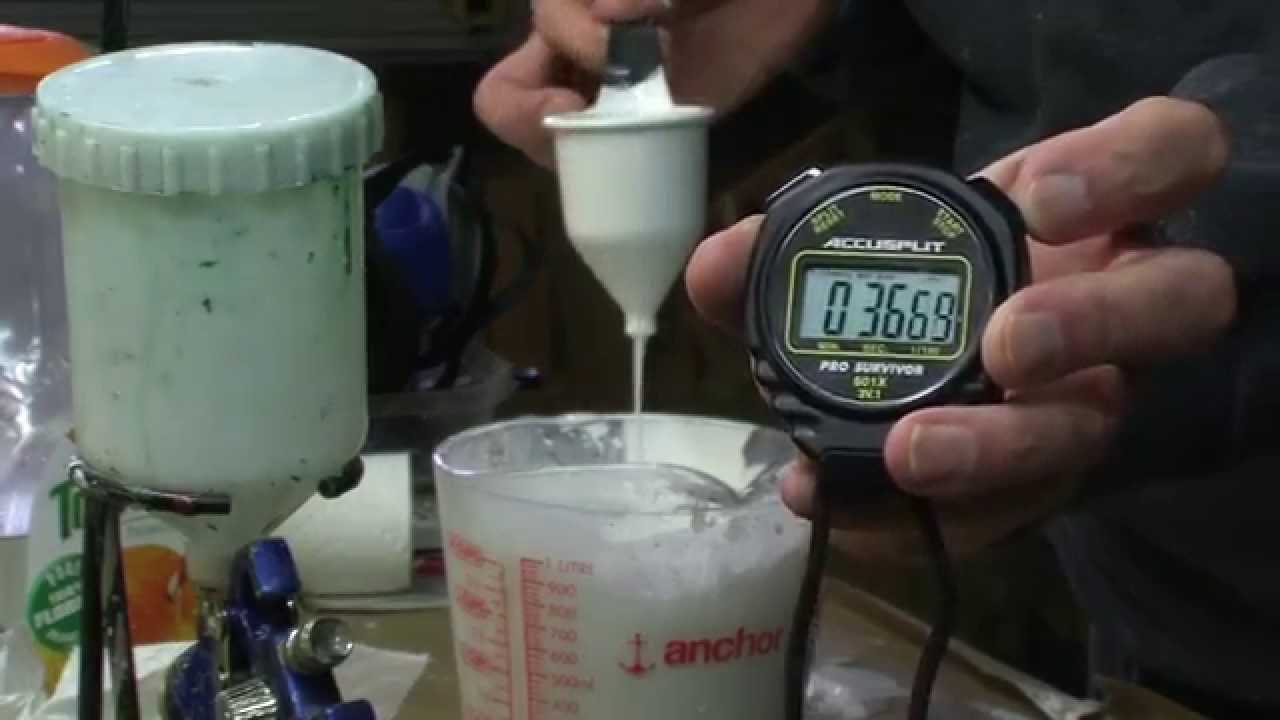
Мерная емкость для приготовления ЛКМ
Также для дозирования и перемешивания ЛКМ удобно пользоваться специальной линейкой с метками, определяющей объемные доли компонентов.
Наливаем основу в цилиндрическую посуду до определенного деления, а после до нужной отметки доливаем отвердитель (если добавляется), затем растворитель. Все той же линейкой перемешали — и готово. Нередко мерная линейка продается вместе с комплектом краски, а на всех фирменных банках указаны пропорции согласно этим линейкам.
Необходимое количество компонентов удобно отмерять с помощью мерной линейки. Затем той же линейкой поболтал — и готово
Пропорции
При том изобилии, которое воцарилось на лакокрасочном рынке, дать, как говорится, один рецепт на все случаи жизни невозможно по определению. Да и не нужно этого делать. Есть TDS — остальное сами знаете от кого.
Тем не менее, обозначить некоторые общие ориентиры было бы полезно. В принципе, мы уже говорили о них немного выше: в двухкомпонентные продукты обычно добавляется до 50% отвердителя и 10-20% разбавителя. Степень разбавления базовых эмалей колеблется, как правило, в пределах 50-80%. Ну а точные пропорции смотрите уже в инструкции к конкретному продукту: все баночные лаки и эмали имеют указания в виде пиктограмм, которые информируют, в какой пропорции нужно развести краску с отвердителем (если материал двухкомпонентный) и разбавителем.





Если же вы заказываете краску на подборе в лаборатории, то вам выдадут комплект компонентов (обычно заказывают комплектом), смешав которые вы получите готовый к применению материал с рабочей вязкостью — как говорится, «под распылитель». Либо выдадут уже разведенную краску (разумеется, это касается только базы, поскольку время жизни двухкомпонентных материалов после смешивания строго ограничено).
Добавки
Описание рецептов приготовления лакокрасочных коктейлей было бы неполным без упоминания о добавках — материалах, применяющихся для изменения отдельно взятых характеристик эмалей, лаков или грунтов.
Например, для создания шероховатой поверхности — очень часто так окрашиваются пластиковые бамперы внедорожников — существуют структурные добавки разной степени зернистости. И вообще, чтобы краска на пластике не трескалась, в нее обязательно добавляется 20-40% пластификатора. Есть матирующие эластификаторы, разработанные для снижения степени блеска и окраски пластиковых деталей типа боковых накладок автомобилей Mercedes-Benz.
При покраске эффектными двухслойными покрытиями эти добавки нужно подмешивать к покровному лаку (пластификатор рекомендуется добавлять еще и в грунт-наполнитель). Подробнее о добавках и их применении читайте здесь.
Краска для покраски автомобиля
По завершению подготовки кузова машины к покраске (выравнивания деформаций, шпаклевки и шлифовки), на его поверхности остаются неразличимые невооруженным глазом микротрещины. Чтобы применяемый для окрашивания состав заполнил микротрещины, маляр вынужден разбавить краску, тем самым снизив ее вязкость и густоту. Благодаря разбавлению краска для авто также лучше ложится на обрабатываемую поверхность, покрывая ее тонким равномерным слоем.
Все виды автомобильных красок состоят из трех базовых компонентов:
- Пигмента — порошкообразного вещества, придающей составу требуемый цвет;
- Связующей основы, удерживающего в себе пигмент и обеспечивающей адгезию материала и окрашиваемой поверхности;
- Растворителя, за счет которого составу придается исходная консистенция.
Разные типы красок отличаются своими физическими свойствами — плотностью, эластичностью, степенью наполненности и твердостью после высыхания.
Исходя из химического состава связующей основы, материалы классифицируются на три группы:
Алкидные составы изготавливаются на основе алкидной смолы — маслянистого синтетического вещества. Это однокомпонентный материал, требующий вскрытия слоем лака после нанесения. Все алкидные вещества высыхают в стандартных атмосферных условиях, при комнатной температуре.
К преимуществам алкидных составов относится:
- Низкая цена;
- Быстрое высыхание;
- Износоустойчивость и сохранение первоначального цвета под воздействием солнечных лучей.
Меламиноалкидные эмали — наиболее часто используемая краска для краскопульта при профессиональном окрашивании автомобилей в специальных боксах. Ее полимеризация происходит при повышенной температуре (120-130 градусов),
Достоинства меламиноалкида — широкая цветовая палитра (составы с эффектом перламутра, металлика, матовые эмали) и качество итогового покрытия. Недостатки — расход материала (требуется нанесение в 3 слоя) и невозможность применения в гаражных условиях.
Алкидные эмали — трехкомпонентные составы, после высыхания (при комнатной температуре) образующие глянцевую поверхность, которая не требует дополнительного вскрытия лаком. Такие составы наносятся в 2-3 слоя, при этом высыхают они быстрее других материалов.
Металлик или перламутр — что лучше?
Основной интерес вызывают лаки со спецэффектами, а именно лаки металлик и перламутр.

Хорошим примером является белый, когда до недавнего времени этот цвет считался наименее приятным, а также самым дешевым вариантом, который использовался в основном для служебных и коммерческих автомобилей.
- Сегодня этот оттенок в основном используется для роскошных автомобилей с перламутровым эффектом.
- В тоже время металлик дал новый старт популярности таким цветам как графит, оттенок синего нави, светлых оттенков серого.

















Цвет кузова также может частично влиять на безопасность эксплуатации. Темные матовые оттенки не так заметны при пониженной видимости, как лаки со специальным эффектом, лучше отражающим свет.



